46
www.coreservice.co.uk
Hotline: +44 01904 947568
Email support@coreservice.co.uk
- All cutter lengths must be equal. Different cutter lengths prevent the saw chain from running
smoothly and may cause the saw chain to break.
- Do not sharpen the chain when the cutter length has reached 3 mm or shorter. The chain must be
replaced with a new one.
- The chip thickness is determined by the distance between the depth gauge (round nose) and the
cutting edge.
- The best cutting results are obtained with following distance between cutting edge and depth
gauge.
• Chain blade 91PX: 0.65 mm (0.025”)
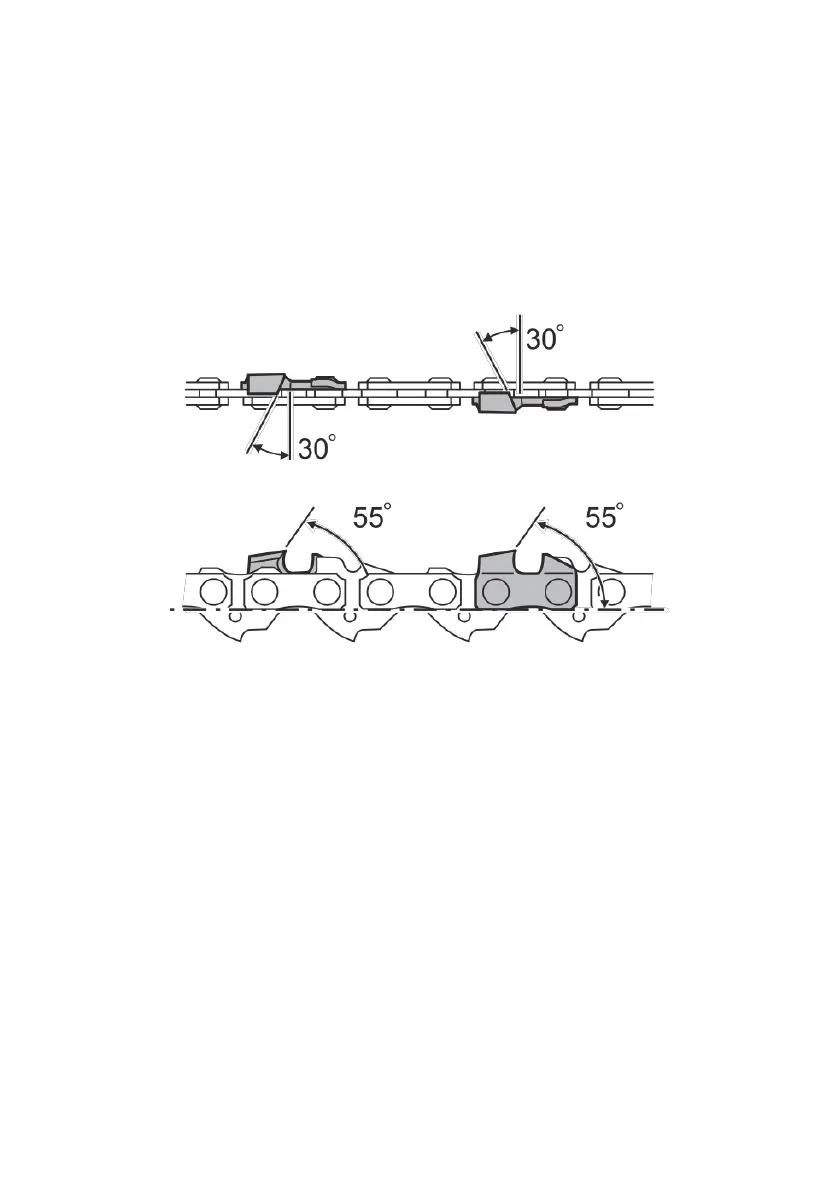
- The sharpening angle of 30° must be the same on all cutters. Different cutter angles cause the
chain to run roughly and unevenly, accelerate wear, and lead to chain breaks.
- Use a suitable round file so that the proper sharpening angle is kept against the teeth.
• Chain blade 91PX : 55°
File and file guiding
- Use a special round file (optional accessory) for saw chains to sharpen the chain. Normal round
files are not suitable.
- Diameter of the round file for each saw chain is as follows:
• Chain blade 91PX : 4.0 mm (5/32")
- The file should only engage the cutter on the forward stroke. Lift the file off the cutter on the
return stroke.
- Sharpen the shortest cutter first. Then the length of this shortest cutter becomes the standard for
all other cutters on the saw chain.
 Loading...
Loading...

