94
6 Programming: Programming Contours
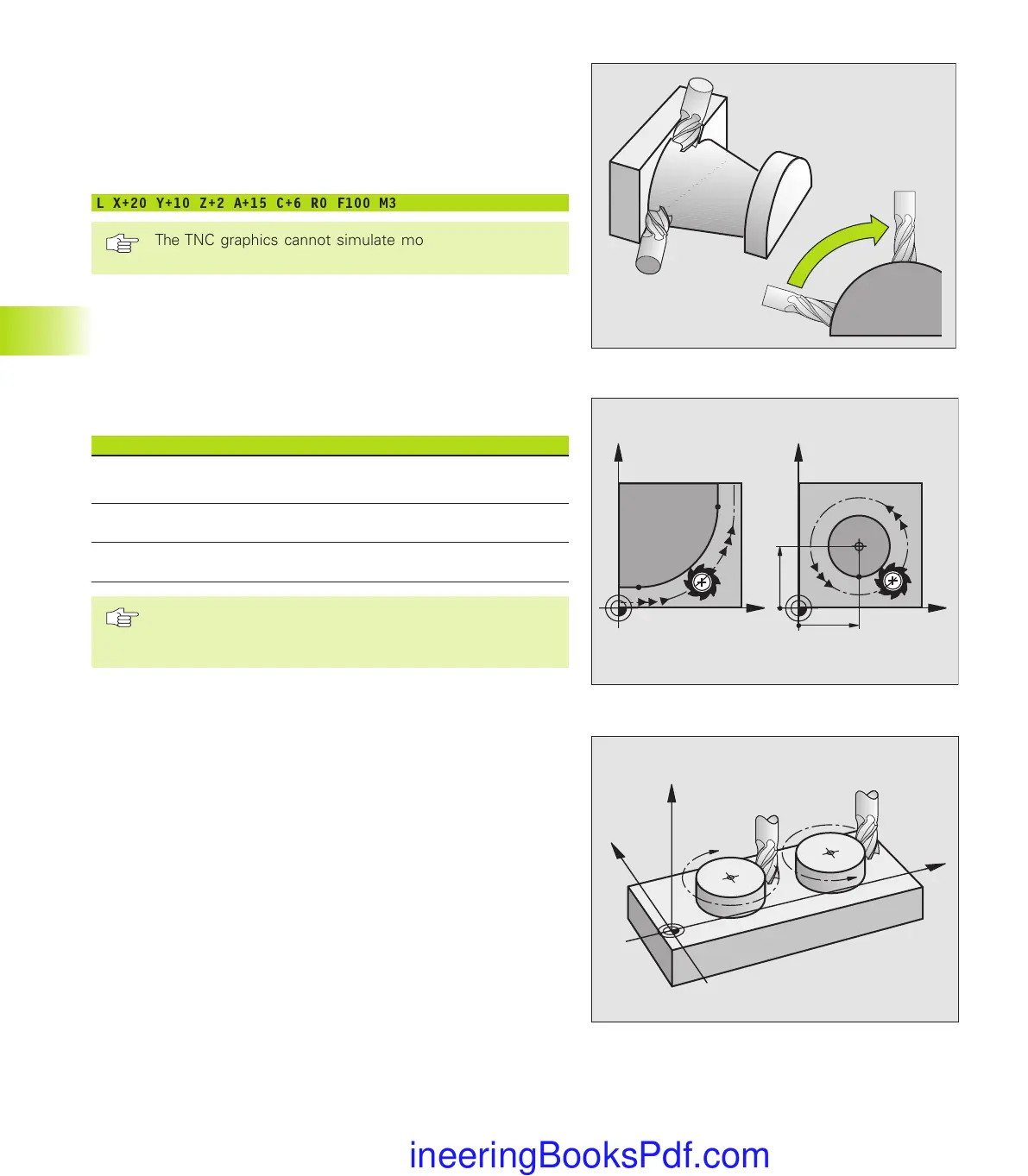
Entering more than three coordinates
Machining with 5 axes, for example, moves 3 linear and 2 rotary
axes simultaneously.
Such programs are too complex to program at the machine,
however, and are usually created with a CAD system.
Example:
L X+20 Y+10 Z+2 A+15 C+6 R0 F100 M3
The TNC graphics cannot simulate movements in more
than three axes.
Circles and circular arcs
The TNC moves two axes simultaneously in a circular path relative
to the workpiece. You can define a circular movement by entering
the circle center CC.
When you program a circle, the TNC assigns it to one of the main
planes. This plane is defined automatically when you set the
spindle axis during a tool call:
Spindle axis Main plane
ZXY, also
UV, XV, UY
YZX, also
WU, ZU, WX
XYZ, also
VW, YW, VZ
You can program circles that do not lie parallel to a main
plane by using the function for tilting the working plane
(see Chapter 8) or Q parameters (see Chapter 10).
Direction of rotation DR for circular movements
When a circular path has no tangential transition to another contour
element, enter the direction of rotation DR:
Clockwise direction of rotation: DR–
Counterclockwise direction of rotation: DR+
Radius compensation
The radius compensation must be in the block in which you move
to the first contour element. You cannot begin radius compensation
in a circle block. It must be activated beforehand an a straight-line
block or approach block (APPR block).
For detailed information on approach and straight-line blocks, refer
to sections 6.3 “Contour Approach and Departure” and 6.4 “Path
Contours — Cartesian Coordinates.”
Pre-positioning
Before running a part program, always pre-position the tool to
prevent the possibility of damaging it or the workpiece.
X
Y
X
Y
CC
X
CC
Y
C
C
CC
CC
DR–
DR+
X
Z
Y
6.2 Fundamentals of Path Functions
Gkap6.pm6 30.06.2006, 07:0494
www.EngineeringBooksPdf.com
 Loading...
Loading...




