8 Programming: Cycles
156
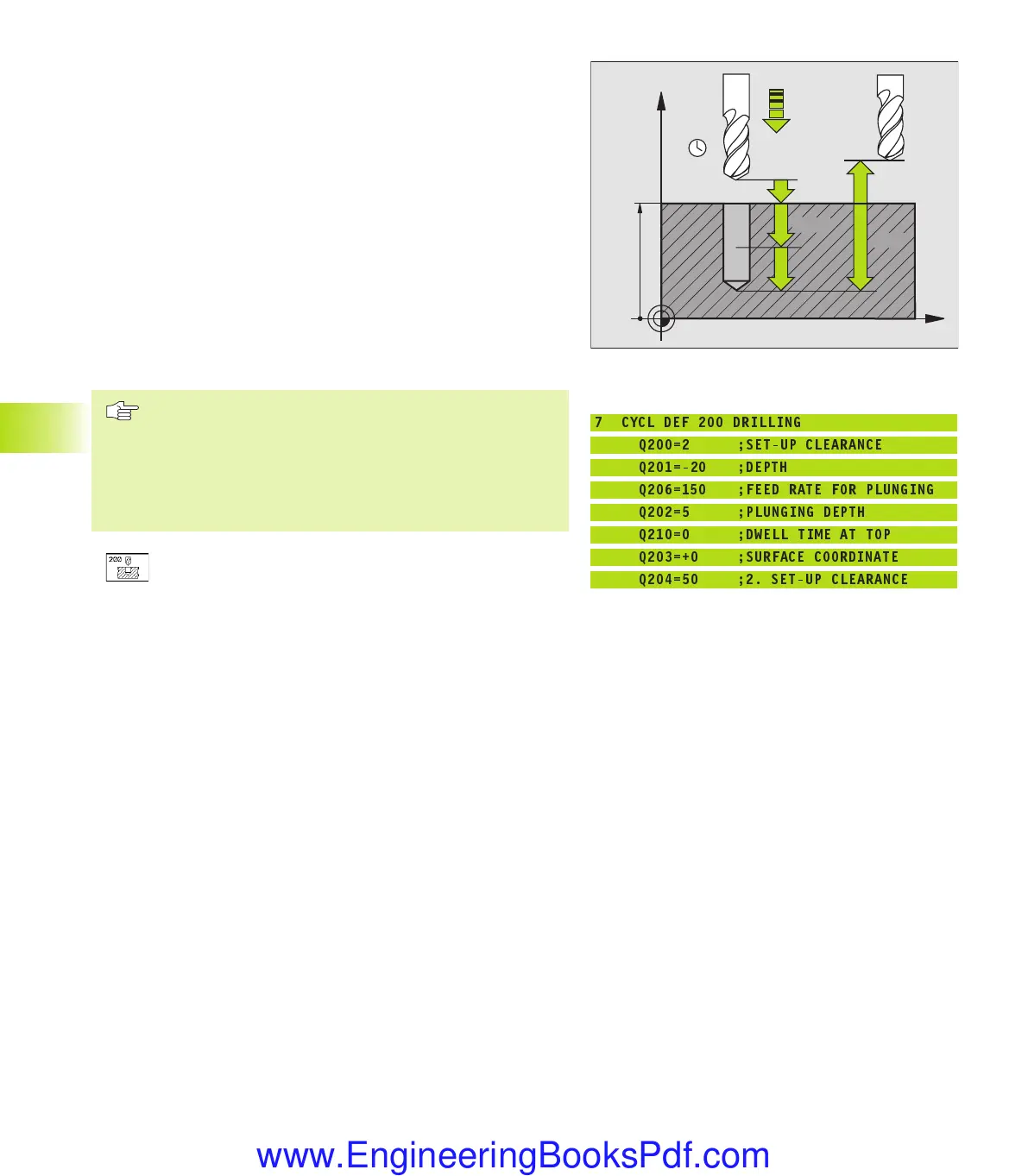
DRILLING (Cycle 200)
1 The TNC positions the tool in the tool axis at rapid traverse FMAX
to set-up clearance above the workpiece surface.
2 The tool drills to the first plunging depth at the programmed feed
rate F.
3 The TNC returns the tool at FMAX to the setup clearance, dwells
there (if a dwell time was entered), and then moves at FMAX to
the setup clearance above the first plunging depth.
4 The tool then drills deeper by the plunging depth at the
programmed feed rate F.
5 The TNC repeats this process (2 to 4) until the programmed total
hole depth is reached.
6 At the hole bottom, the tool is retraced to set-up clearance or — if
programmed — to the 2nd set-up clearance in rapid traverse
FMAX.
Before programming, note the following:
Program a positioning block for the starting point (hole
center) in the working plane with RADIUS
COMPENSATION R0.
The algebraic sign for the depth parameter determines
the working direction.
ú
Set-up clearance Q200 (incremental value): Distance
between tool tip and workpiece surface. Enter a
positive value.
ú
Depth Q201 (incremental value): Distance between
workpiece surface and bottom of hole (tip of drill
taper)
ú
Feed rate for plunging Q206: Traversing speed of the
tool during drilling in mm/min
ú
Plunging depth Q202 (incremental value):
Infeed per cut The TNC will go to depth in one
movement if:
■
the plunging depth is equal to the depth
■
the plunging depth is greater than the depth
The depth does not have to be a multiple of the
plunging depth.
ú
Dwell time at top Q210: Time in seconds that the tool
remains at set-up clearance after having been
retracted from the hole for chip release.
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
8.2 Drilling Cycles
Example NC blocks:
7 CYCL DEF 200 DRILLING
Q200=2 ;SET-UP CLEARANCE
Q201=-20 ;DEPTH
Q206=150 ;FEED RATE FOR PLUNGING
Q202=5 ;PLUNGING DEPTH
Q210=0 ;DWELL TIME AT TOP
Q203=+0 ;SURFACE COORDINATE
Q204=50 ;2. SET-UP CLEARANCE
kkap8.pm6 30.06.2006, 07:03156
www.EngineeringBooksPdf.com
 Loading...
Loading...




