18 Field Service Bulletin
HyPro2000 — HT2000 TORCH UPGRADE
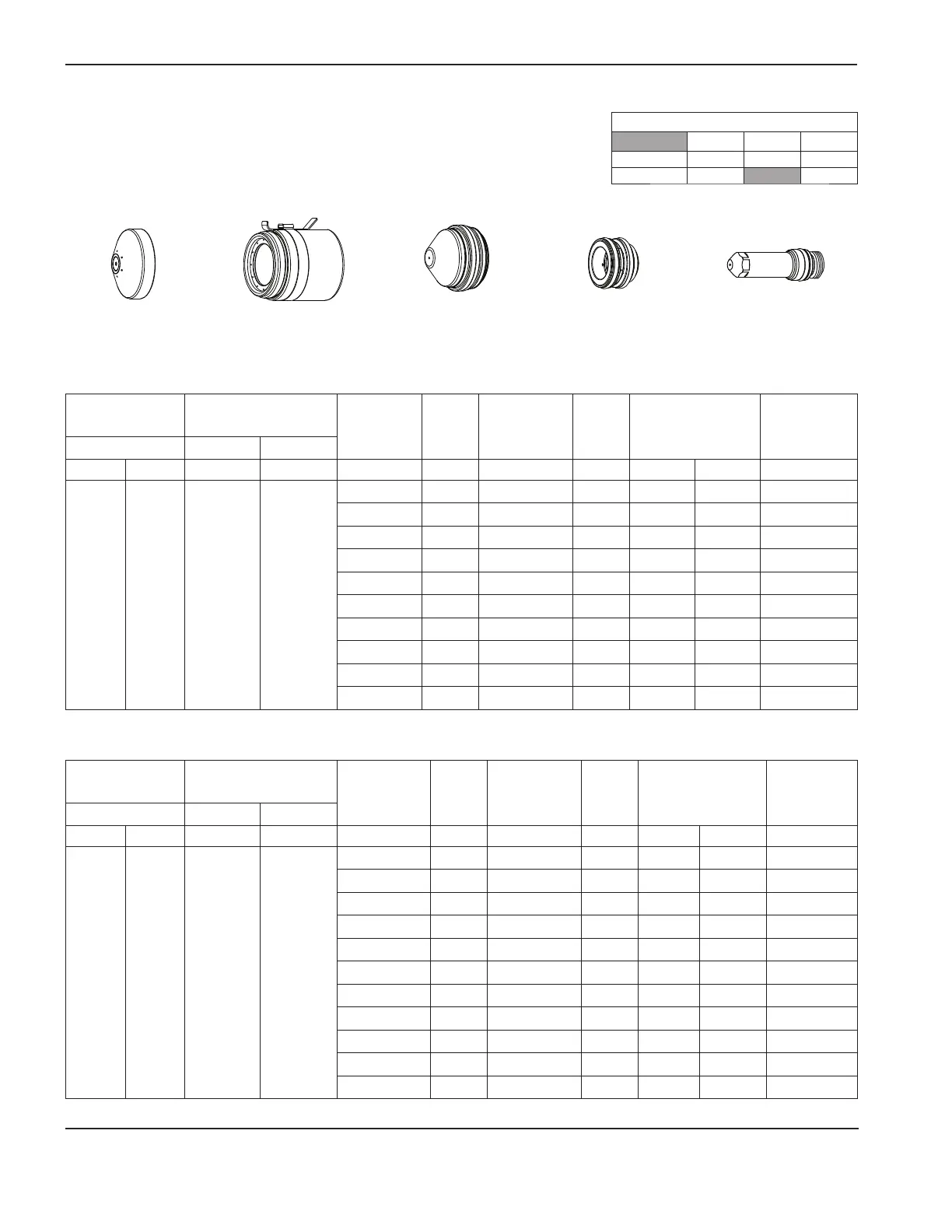
Mild steel
O
2
Plasma / Air Shield
50 A Cutting
220532 220528220529220891
220936
220935
(No IHS tab)
Flow rates – lpm/scfh
O
2
N
2
Air
Preflow 2 / 4 19 / 40 73 / 155
Cutflow 12 / 25 73 / 155
Metric
English
Test Prefl ow
Flowrates
Test Cutfl ow
Flowrates
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce Height
Pierce Delay
Time
Prefl ow % Plasma % Shield (psi)
O
2
N
2
O
2
Air mm Volts mm mm/m mm factor % seconds
35 0 21 30
0.5 98 1.5 7550 3.0 200 0.0
0.8 98 1.5 7050 3.0 200 0.0
1.0 98 1.5 6775 3.0 200 0.1
1.2 98 1.5 6600 3.0 200 0.1
1.5 98 1.5 6150 3.0 200 0.1
2.0 98 1.5 5400 3.0 200 0.1
2.5 100 1.8 4300 3.6 200 0.2
3.0 102 1.8 3650 3.6 200 0.3
4.0 104 2.0 2800 4.0 200 0.4
6.0 108 2.5 1750 4.0 200 0.5
Test Prefl ow
Flowrates
Test Cutfl ow
Flowrates
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce Height
Pierce Delay
Time
Prefl ow % Plasma % Shield (psi)
O
2
N
2
O
2
Air in Volts in ipm in factor % seconds
35 0 21 30
0.018 98 0.06 300 0.12 200 0.0
0.024 98 0.06 290 0.12 200 0.0
0.030 98 0.06 280 0.12 200 0.0
0.036 98 0.06 270 0.12 200 0.1
0.048 98 0.06 260 0.12 200 0.1
0.060 98 0.06 240 0.12 200 0.1
0.075 98 0.06 220 0.12 200 0.1
0.105 100 0.07 160 0.14 200 0.2
0.135 103 0.07 130 0.14 200 0.3
0.188 106 0.09 85 0.18 200 0.4
0.250 108 0.10 65 0.20 200 0.5
 Loading...
Loading...