Field Service Bulletin 19
HyPro2000 — HT2000 TORCH UPGRADE
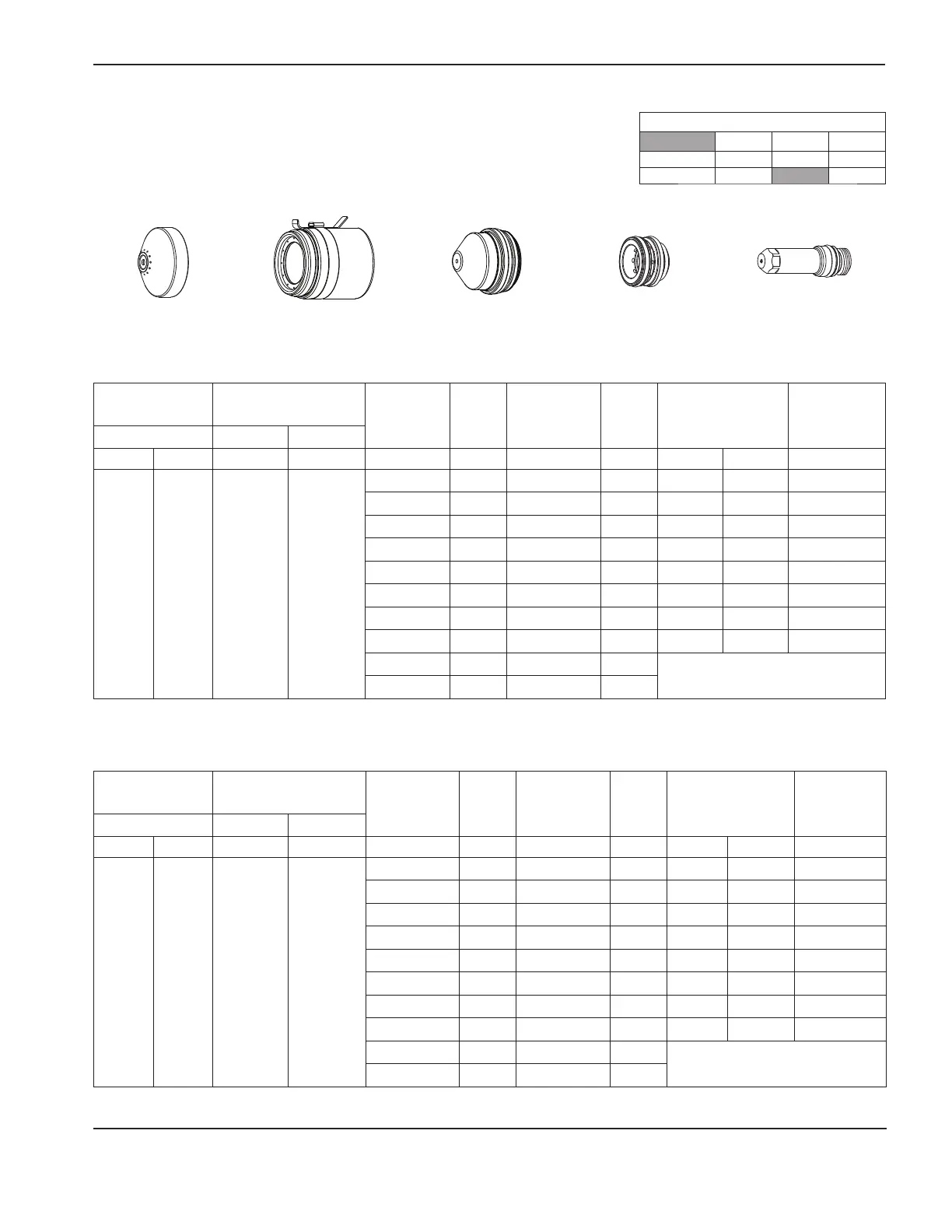
Mild steel
O
2
Plasma / Air Shield
130 A Cutting
220491 220488220893
Metric
English
Test Prefl ow
Flowrates
Test Cutfl ow
Flowrates
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce Height
Pierce Delay
Time
Prefl ow % Plasma % Shield (psi)
O
2
N
2
O
2
Air mm Volts mm mm/m mm factor % seconds
25 30 34 35
3 128 2.6 5900 5.2 200 0.1
4 129 2.7 5325 5.4 200 0.2
6 129 2.8 3925 5.6 200 0.3
10 133 3.0 2680 6.0 200 0.4
12 135 3.0 2200 6.0 200 0.5
15 139 3.6 1665 7.2 200 0.7
20 141 3.9 1195 7.8 200 1.0
25 151 4.1 685 8.2 200 1.5
32 155 4.6 515
Edge Start
38 160 4.6 310
Flow rates – lpm/scfh
O
2
N
2
Air
Preflow 16 / 33 21 / 44 86 / 183
Cutflow 20 / 42 86 / 183
Test Prefl ow
Flowrates
Test Cutfl ow
Flowrates
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce Height
Pierce Delay
Time
Prefl ow % Plasma % Shield (psi)
O
2
N
2
O
2
Air in Volts in ipm in factor % seconds
25 30 34 35
0.135 128 0.10 240 0.20 200 0.1
3/16 129 0.11 190 0.22 200 0.2
1/4 129 0.11 150 0.22 200 0.3
3/8 133 0.12 110 0.24 200 0.3
1/2 135 0.12 80 0.24 200 0.5
5/8 140 0.15 60 0.30 200 0.7
3/4 141 0.15 50 0.30 200 1.0
1.0 151 0.16 25 0.32 200 1.5
1-1/4 155 0.18 20
Edge Start
1-1/2 160 0.18 12
220936
220935
(No IHS tab)
220487
or
420185 SliverPlus
 Loading...
Loading...