28 Field Service Bulletin
HyPro2000 — HT2000 TORCH UPGRADE
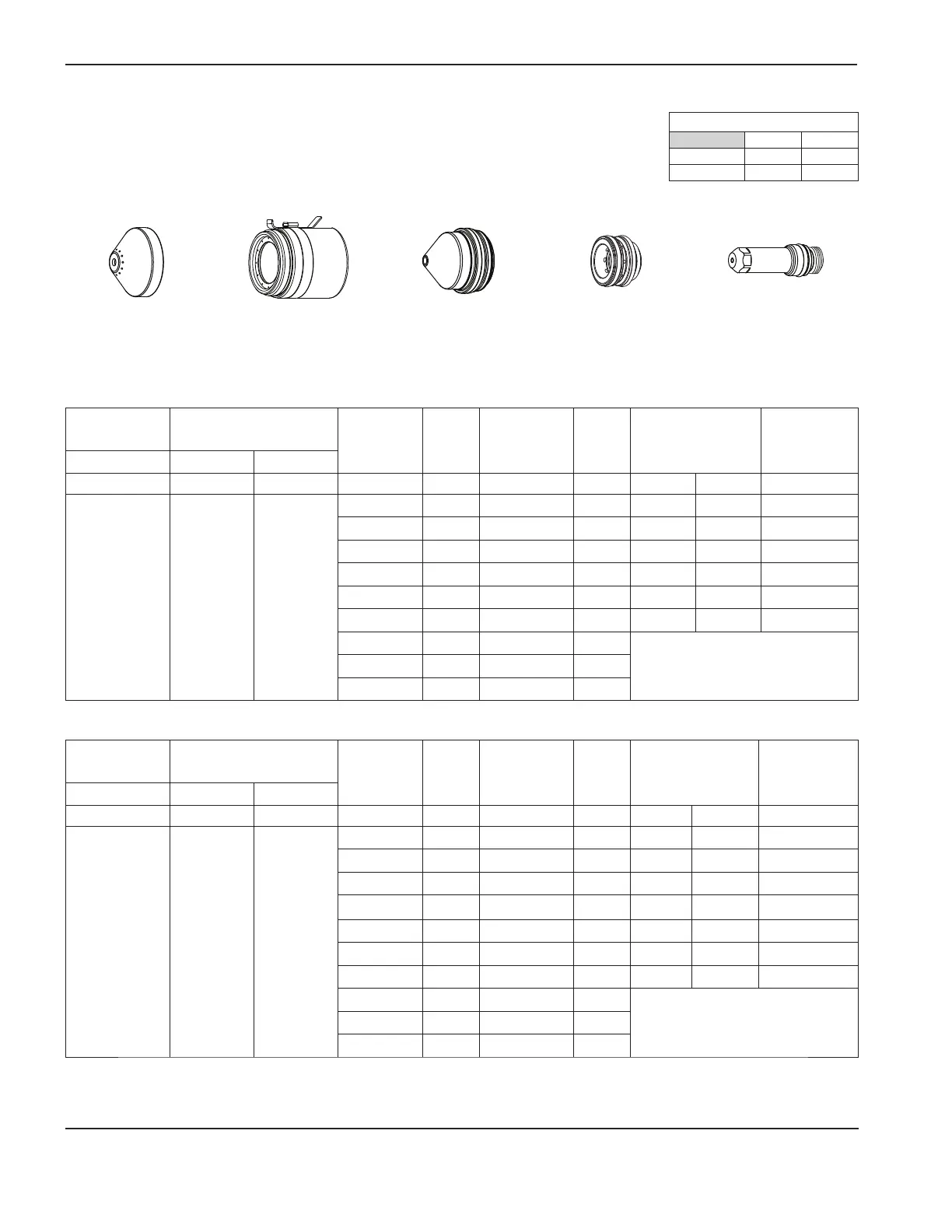
Stainless steel
Air Plasma / Air Shield
200 A Cutting
Metric
English
Test Prefl ow
Flowrates
Test Cutfl ow
Flowrates
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce Height
Pierce Delay
Time
Prefl ow % Plasma % Shield (psi)
Air Air Air mm Volts mm mm/m mm factor % seconds
45 57 44
5 140 2.7 5695 5.4 200 0.40
6 144 3.0 3105 6.0 200 0.40
10 144 3.2 2485 6.4 200 0.50
12 147 3.2 2245 6.4 200 0.75
15 152 3.8 1700 7.6 200 0.80
20 156 4.9 1155 9.8 200 1.00
25 162 5.6 670
Edge Start32 172 5.6 515
38 180 5.6 310
Flow rates – lpm/scfh
Air Air
Preflow 26 / 56 123 / 220
Cutflow 31 / 65 123 / 220
Test Prefl ow
Flowrates
Test Cutfl ow
Flowrates
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce Height
Pierce Delay
Time
Prefl ow % Plasma % Shield (psi)
Air Air Air in Volts in ipm in factor % seconds
45 57 44
3/16 140 0.110 230 0.22 200 0.40
1/4 144 0.120 200 0.24 200 0.40
3/8 144 0.125 160 0.25 200 0.50
1/2 147 0.125 110 0.25 200 0.75
5/8 152 0.157 85 0.315 200 0.80
3/4 156 0.188 60 0.375 200 1.00
7/8 160 0.210 50 0.420 200 1.20
1.0 162 0.220 40
Edge Start1-1/4 172 0.220 20
1-1/2 180 0.220 12
420045 220937220936
220935
(No IHS tab)
220488420044
 Loading...
Loading...