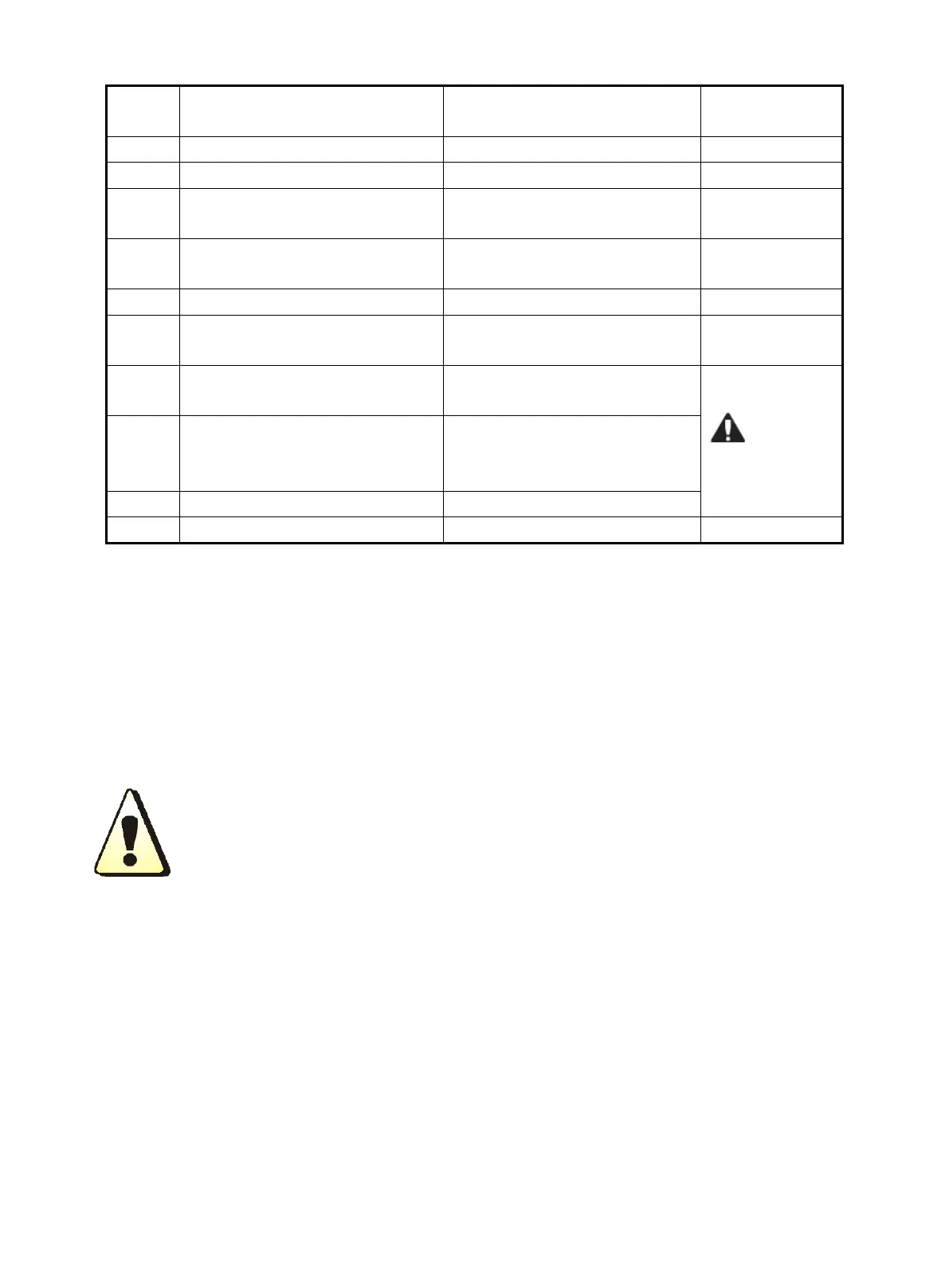
Wire feed speed and board thickness
setting
0:speed; 1:board thickness
Metric unit and English unit setting
0:metric system; 1: English system
Current temperature of inverter
High speed(22m/min)calibration of
wire feed speed
Low speed(2m/min)calibration of
wire feed speed
0:V.R.D is off;1:V.R.D is on
0: water system is off; 1: water
system is on
Welder overheating protection point
setting
Protective temperature setting
around IGBT
It is defaulted as 1.00, which can be
adjusted to 0.50~1.50 times of
current speed.
Slow wire feeding adjustment
0~10.0,plus slow feeding speed.
0: unchanged; 1: factory reset
Note:Unprofessional personnel cannot adjust the internal parameters unless there is professional guidance.
6. OPERATION PRECAUTIONS
6.1 Precautions
Warning! Crash down may cause equipment damage or personal injury. Refer to
transporting and placing methods marked on the external packing of equipment,
handle the equipment with trolley or similar handling equipment which has adequate
carrying capacity.
1) Machine lifting: use fork lift truck or crane for machine lifting. This machine has no hanging rings; please pay
attention to the fixture when lift the machine with crane.
2) input cable specs:To connect distribution box and machine, the cable has to be 4×6 mm
2
for MIG500 and 4×4
mm
2
for MIG350/400. The breaker or fuse in distribution box has to be bigger than 60A for MIG500 and 40A for
MIG350/400.
3) Grounding: please connect machine input cables yellow-green wire to PGND.
4) Cooling type: air cooling. Please make sure machine is well ventilated and there is nothing on the way of inlet
and outlet.
5) IP class:IP23。
6) duty circle:Machine will stop welding output when under over-heat protection.
7) Power source inclination angle: less than 15°or machine can easily topple over.
8) Working environment: should meet the following requirements:
a) temperature : During welding -10℃~+40℃,