37
7.7 Steh- und Mitlauflünette
Stehlünette
Die Stehlünette dient vorwiegend zum Abstützen von
längeren Werkstücken und sorgt für eine sichere und
vibrationsfreie Bearbeitung.
Die Stehlünette wird mit einer Untergriffplatte am
Maschinenbett befestigt.
Stellen Sie die Gleitbacken spielfrei an das Werkstück
ohne es zu klemmen.
Während des Laufs die Gleitbacken gut schmieren.
Lauflünette
Die Mitlauflünette wird auf den Längsschlitten aufgesetzt
und macht so die Bewegung des Drehmeißels mit. Sie
verhindert das Durchfedern von langen und dünnen
Werkstücken unter dem Druck des Drehmeißels.
Stellen Sie die Gleitbacken spielfrei an das Werkstück
ohne es zu klemmen.
Während des Laufs die Gleitbacken gut schmieren.
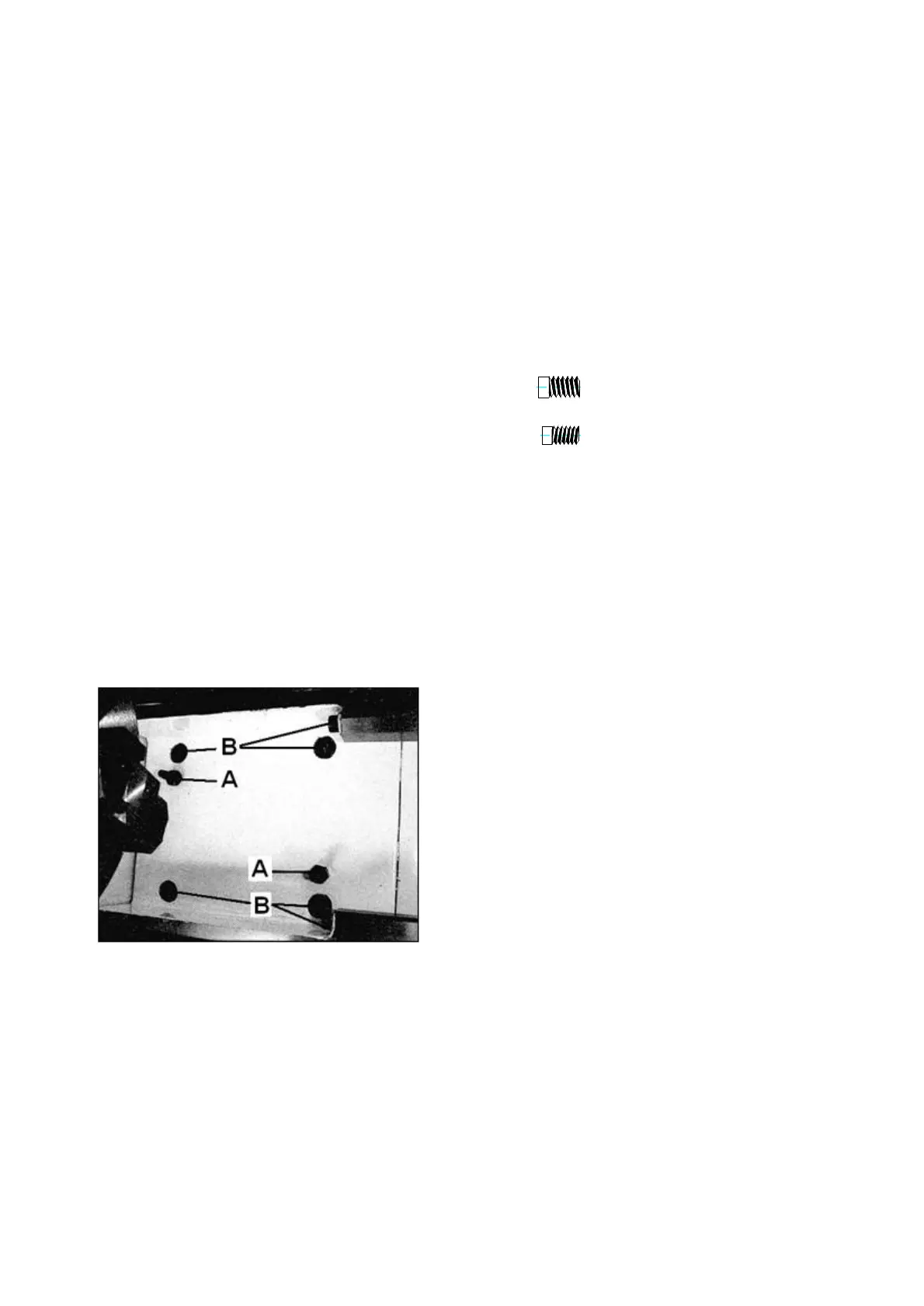
7.8 Bettbrücke Entfernung
Ziehen Sie die Kegelstifte (A, Fig 13) durch anziehen der
Muttern.
Entfernen Sie die Schrauben (B).
Die Bettbrücke kann nun abgehoben werden.
Fig 13
Vor Anbringen der Bettbrücke die Kontaktflächen
gründlich reinigen.
Entfernen Sie die Muttern von den Kegelstiften.
Schieben Sie die Kegelstifte in die Löcher und schlagen
sie mit einem Hammer ein.
Ziehen Sie die Schrauben an.
7.9 Einstellung von Gewindesteigung und
Vorschub
Um verschiedene Gewindesteigungen und
verschiedene Vorschubeinstellungen zu erzielen,
müssen die vier Handgriffe 1, 23, 22 und 20
gemeinsam verwendet werden
Handgriff 1 wird zur Richtungsauswahl der
Gewindesteigung verwendet. Wegen der
Freilaufkupplung des Schlosskastens erfolgt ein
Vorschub nur dann, wenn das zu schneidende
Gewinde ein Rechtsgewinde ist.
Rechtsgewinde, Vorschub
Linksgewinde, kein Vorschub
Handgriff 23 wird für die Auswahl des Gewindetyps
verwendet. Gleichzeitig kann hier die
Vorschubgeschwindigkeit verändert werden.
t ------ für metrische Gewinde
n ------ für zöllige Gewinde
m ------ für Modulgewinde
DP ------ für Diametral-Gewinde
“-•-”------ Direkter Antrieb der Leitspindel ( nicht
über das Vorschubgetriebe)
Handgriff 22 dient zur Auswahl von Steigung und
Vorschub.
Handgriff 20 verdoppelt Steigung und Vorschub
I, II, III, IV: Betrieb der Leitspindel zum
Gewindeschneiden.
A, B, C, D: Betrieb der Zugspindel zum
Vorschub
Verhältnisse zwischen beiden:
I: II:III:IV = A:B:C:D = 1:2:4:8
Wenn ein nicht in der Gewindetabelle enthaltenes
Gewinde zu schneiden ist, folgende Einstellung
vornehmen:
Handgriff 23 in Stellung “-•-”
Handgriff 20 in Stellung “IV”,
für Direktantrieb der Leitspindel.
Die Wechselräder entsprechend der gewünschten
Gewindesteigung wählen.
Vorsichtsmaßnahmen beim Betrieb der Maschine:
Prüfen Sie vor dem Start der Maschine, ob alle
beweglichen Teile ordnungsgemäß geschmiert sind.
 Loading...
Loading...






