10 – Mastertig AC/DC 2000, 2500, 2500W, 3500W/0510
© COPYRIGHT KEMPPI OY
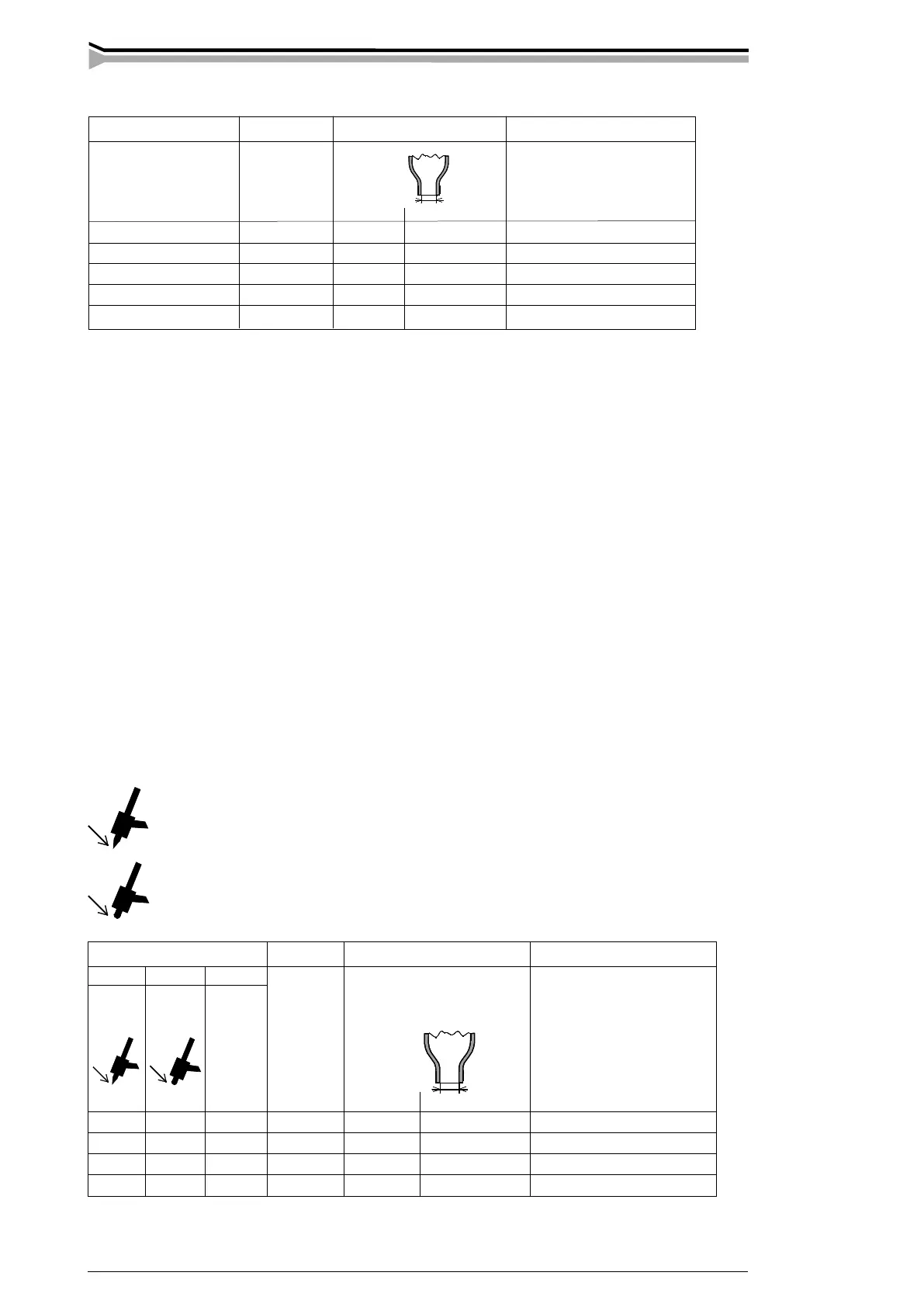
Choice of the electrode for DC welding. The table is only given as a guide.
2.9. TIG AC WELDING
AC-current is typically used when welding aluminium. We recommend for AC-welding a WC20
(grey) or a clean wolfram electrode (green).
2.9.1. Balance
In AC-welding the ratio between the positive and negative half-cycle is called balance. With the
balance you can control heat between the electrode and work piece. When balance is positive,
it means that the positive half-cycle is longer than the negative, more heat is coming to the
electrode than to the work piece. Correspondingly when balance is negative, negative half-cycles
are longer, the work piece is hotter and the electrode is colder. Mastertig AC/DC-machines have
build-in BALANCE-automatism, which chooses automatically right balance value. User adjusts
the BALANCE-knob according to the electrode, and the machine takes care of the balance
control in different currents.
BALANCE automatics offers two benefits as compared to a constant balance:
– In AC welding, you can use both a sharpened and a rounded (cut) electrode. When welding
starts, the machine will round the cut tip so that its is suitable.
– The current-range of the electrode is extended: the current of the lower end is lowered and
the current of the maximum end is increased.
With BALANCE automatics, you can use the position for a sharpened electrode with
a narrower arc to obtain a narrower seam and to a deeper penetration than with a
rounded electrode. A narrow seam is useful especially in fillet welding.
When using a rounded electrode, the arc is broad and the cleaning area of the arc is
also wider, so it can be used for end-to-end seams and outer corners.
The table is only given as a guide.
The table and the panel scale are based on the use of WC20 (grey). When using pure wolfram
electrode (green) the tip rounds off slightly.
Welding current range Electrode Gas nozzle Gas flow rate
DC- WC20 Argon
A ø mm number ø mm l / min
5...80 1,0 4/5 6,5/8,0 5...6
70...140 1,6 4/5/6 6,5/8,0/9,5 6...7
140...230 2,4 6/7 9,5/11,0 7...8
225...350 3,2 7/8 11,0/12,5 8...10
330...350 4 10 16 10...12
Welding current range Electrode Gas nozzle Gas flow rate
min. min. max.
WC20 Argon
A A A ø mm number ø mm l / min
15 25 90 1,6 4/5/6 6,5/8,0/9,5 6...7
20 30 150 2,4 6/7 9,5/11,0 7...8
30 45 200 3,2 7/8/10 11,0/12,5/16 8...10
40 60 350 4,0 10/11 16/17,5 10...12
 Loading...
Loading...






