TECHNICAL SERVICE MANUAL FOR MASTERTIG ACDC
TABLE OF JUMPERS, EXTRA FUNCTIONS.
In addition to the standard Master-tig functions there are some extra features
which may be called up by using the so called ‘electronic jumpers’. These
jumpers may be set to tailor the machine to the customer’s needs and include
the following;
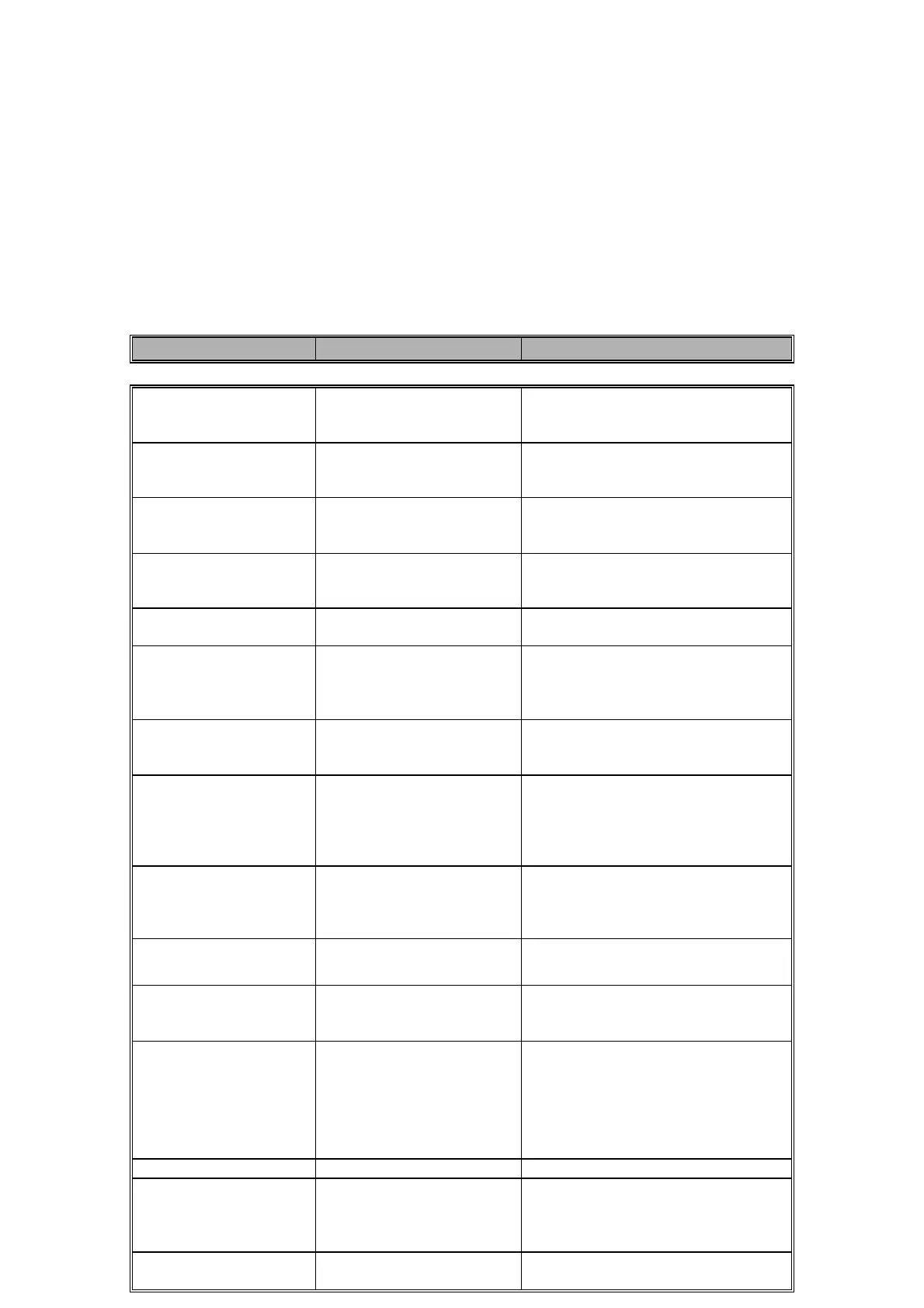
JUMPER NUMBER FUNCTION ON FUNCTION OFF
J01
UP SLOPE
UP SLOPE TIME DEPENDS ON
SET VALUE OF CURRENT
UP SLOPE TIME IS INDEPENDENT OF SET
VALUE OF CURRENT
J02
DOWN SLOPE
DOWN SLOPE TIME DEPENDS
ON SET VALUE OF CURRENT
DOWN SLOPE TIME IS INDEPENDENT OF
SET VALUE OF CURRENT
J03
TIG ANTIFREEZE
TIG ANTIFREEZE IS ON TIG ANTIFREEZE IS OFF
J04
AC
BALANCE
MANUAL
AC BALANCE
CONTROL IS IN USE
SMART BALANCE FUNCTION IS IN USE,
SCALE OF PANEL IS IN USE
J05
TACK WELDING
TACK WELDING IS AUTOMATIC DOWN SLOPE FUNCTIONS IMMEDIATELY
J06
DOWN SLOPE CUT OFF
LEVEL
DOWN SLOPE CUT OFF LEVEL
IS MINIMUM CURRENT
DOWN SLOPE CUT OFF LEVEL IS
20 %
OF SET VALUE
J07
OPEN CIRCUIT VOLTAGE
OPEN CIRCUIT VOLTAGE
IS
70 V
OPEN CIRCUIT VOLTAGE IS C. 39.5 V
J08
“
CHINA LOGIC”
TIG WELDING IN 4T
POSSIBILITY TO PRESET
STARTING CURRENT
,
WELDING CURRENT AND
END CURRENT
NORMAL
4T FUNCTION
J09
Inverter Frequency
I
NVERTER FREQUENCY IS 18
KHZ IN THE WHOLE CURRENT
RANGE
INVERTER FREQUENCY IS 18 KHZ/ 36
KHZ IN MMA!
J10
2T Hot/ soft start
H
OT/ SOFT START IS IN USE
WITH
TIG 2T LOGIC
J11
2T Hot/ soft start time
setting
H
OT/ SOFT START TIME IN 2T
LOGIC. ADJUSTMENT RANGE
IS
0,0-9,9 SECONDS
J12
2T Downslope
I
N 2T THE DOWNSLOPE
DOESN
´T END WITH A SHORT
OR A LONG PULL
, SO THE
WELDING CURRENT CAN BE
TAKEN UP AND DOWN WITH A
SHORT PULL ON THE TRIGGER
IN 2T THE WELDING IS ENDED DURING
DOWNSLOPE WITH A SHORT PULL ON
THE TRIGGGER
J13-15
N
OT IN USE
JO16
POSITIVE START CYCLE OF
AC-TIG
ADJUSTMENT FOR LENGTH OF
POSITIVE START CYCLE
,
FACTOR 0.0 2.0
FACTORY SETTING IS 1
JO17
MMA
IGNITION PULSE
ADJUSTMENT OF
MMA
IGNITION PULSE (0,0-2,0)
FACTORY SETTING IS 1

 Loading...
Loading...





