7/11/2005 VERSION 2.0 17
Elbow Size Bend Degress Blank Length Blank Length
"A" Elbows 45 8.5 in 216 mm
60 10 in 254 mm
75 11.5 in 292 mm
90 12.5 in 318 mm
"B" Elbows 30 8.5 in 216 mm
45 10 in 254 mm
60 11.5 in 292 mm
75 12.5 in 318 mm
90 14 in 356 mm
Elbow Size Bend Degress Blank Length Blank Length
"A" Elbows 45 9 in 229 mm
60 10.5 in 267 mm
75 12 in 305 mm
90 13 in 330 mm
"B" Elbows 30 9 in 229 mm
45 10.5 in 267 mm
60 12 in 305 mm
75 13 in 330 mm
90 14.5 in 368 mm
2-in x 3-in Downspout Blanks
3-in x 4-in Downspout Blanks
9.2.1. Profile vs. Number of Crimps
In general, two crimps account for approximately 25 degrees of bend in 2 x 3-in downspout. In the case of
3 x 4-in blanks two crimps account for approximately 15 degrees of bend. By adjusting the crimp depth
and position of the knives, it is possible to change these numbers by a crimp or two and still retain
acceptable elbows.
*These numbers will vary from machine to machine. They are provided as a guideline. *
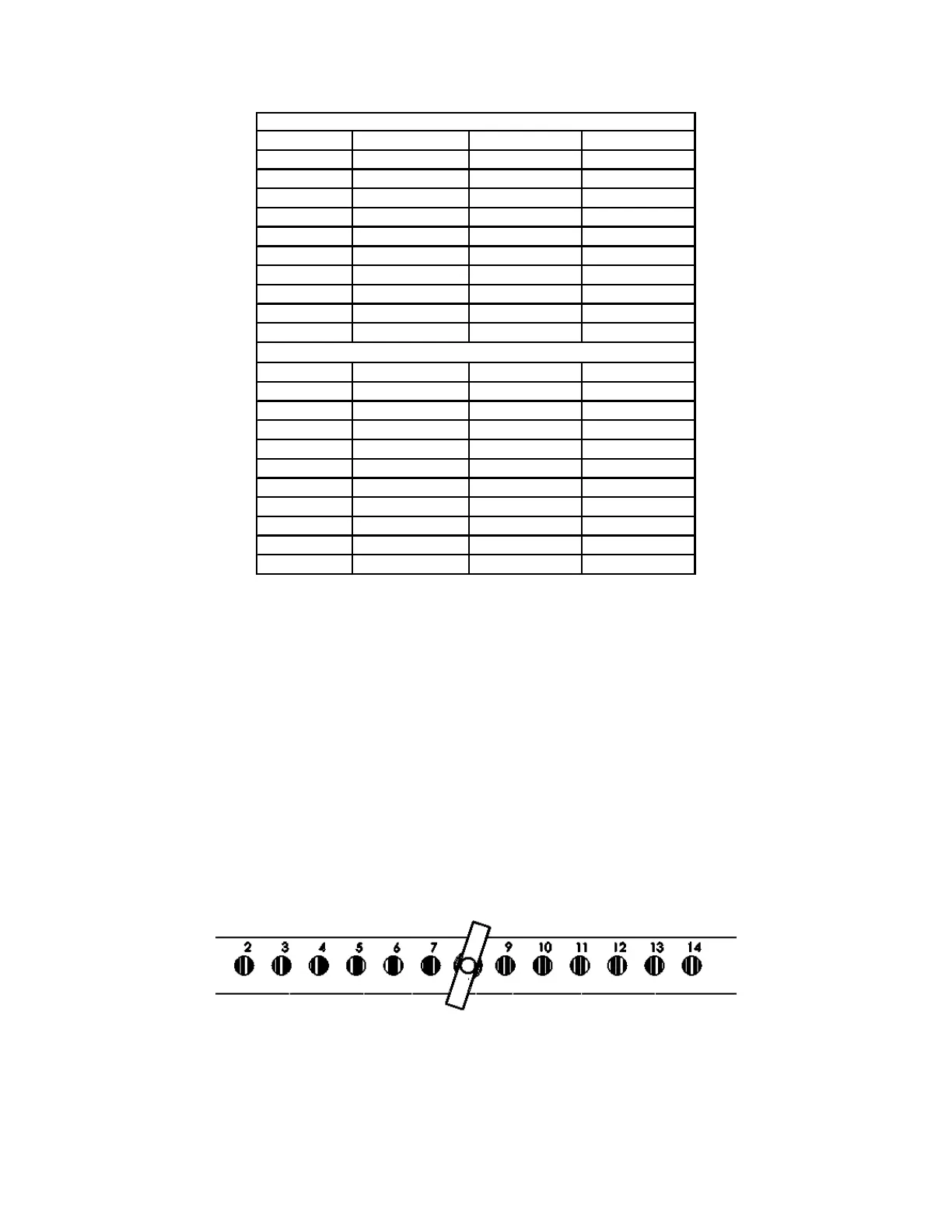
9.2.2. Setting the Number of Crimps
The machine will be set up and adjusted for a specific downspout size at the factory. The desired angle is
dependant upon the number of crimps. The numbers running across the top of the enclosure indicate the
number of crimps. Place the T-handle pin in the required hole. When the blank is inserted, the T-handle
pin will stop the advance assembly from sliding back any further and producing an elbow with too many
crimps.
Figure 9-1: Placement of the T-Handle pin determines the number of crimps.