OPERATING INSTRUCTIONS
39
MIG 180 INVERTER WELDER 058-9306-4
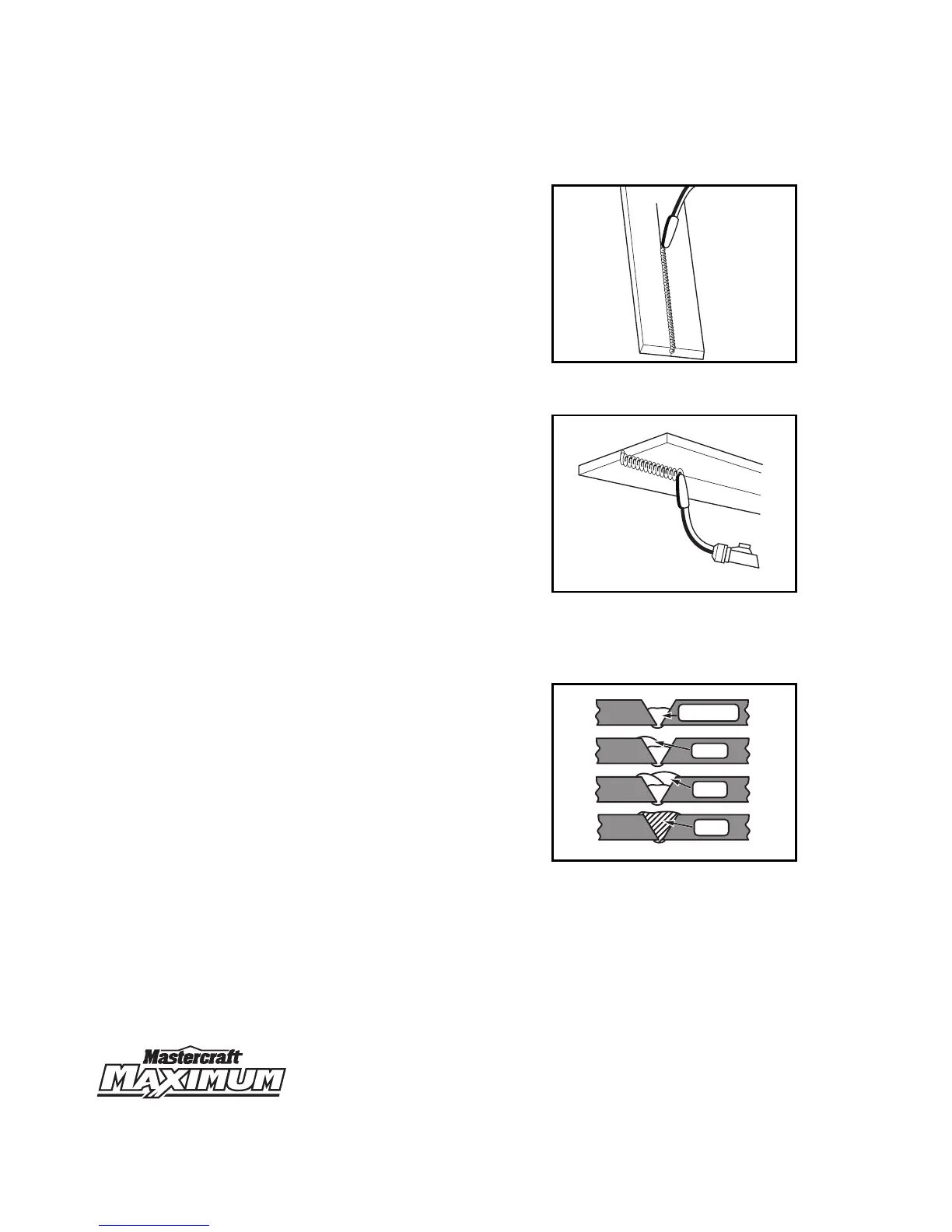
3. Vertical position: The torch can be easily
moved from top to bottom in this
position, though it is difficult to prevent
the puddle from running downward.
Moving the torch from bottom to top
provides better puddle control and
allows slower rates of travel speed to
achieve deeper penetration. For this
position, angle B should be zero and
angle A will vary from 45 to 60 degrees
to provide better puddle control
(fig 2V)
.
4. Overhead position: This is the most
difficult welding position. For this
position, angle A should be maintained
at 60 degrees
. Maintaining this angle
will reduce falling of molten metal into
the nozzle
(fig 2W)
.
Angle B should be zero so that the wire
is aiming directly into the weld joint. If
excessive dripping of the weld puddle
occurs, select a lower heat setting.
Multiple pass welding:
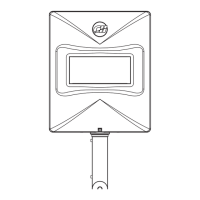
1. Butt weld joint: When butt welding
thicker materials, prepare the edges of
the material to be joined by grinding a
bevel on the edges of the metal pieces
being joined. When this process is done,
a "V" is created between the two metal
pieces. In most cases, more than one
pass or bead will need to be laid into the
joint to close the "V"
(fig 2X)
.
Note: When using self-shielding flux core wire,
it is necessary to thoroughly chip and brush the
slag off each completed weld bead before
making another pass.
fig 2V
MC-589306-57
fig 2W
MC-589306-58
fig 2X
1
2
1
1
23
First or
Root Pass
Second
Pass
Third
Pass
Finished
Weld
MC-589306-59