19OPERATING MANUAL
The HORIZONTAL POSITIONS are performed very much the same as the at weld except
that the angle is dierent such that the electrode, and therefore the arc force, is directed
more toward the metal above the weld joint. This more direct angle helps prevent the
weld puddle from running downward while still allowing slow enough travel speed to
achieve good penetration. A good starting point for your electrode angle is about 30
degrees DOWN from being perpendicular to the work piece.
How to judge a good weld bead
When the trick of establishing and holding an arc has been perfected, the next step is
learning how to run a good bead. The rst attempts in practice will probably fall short
of acceptable weld beads. Too long of an arc will be held or the travel speed will vary
from slow to fast (see following):
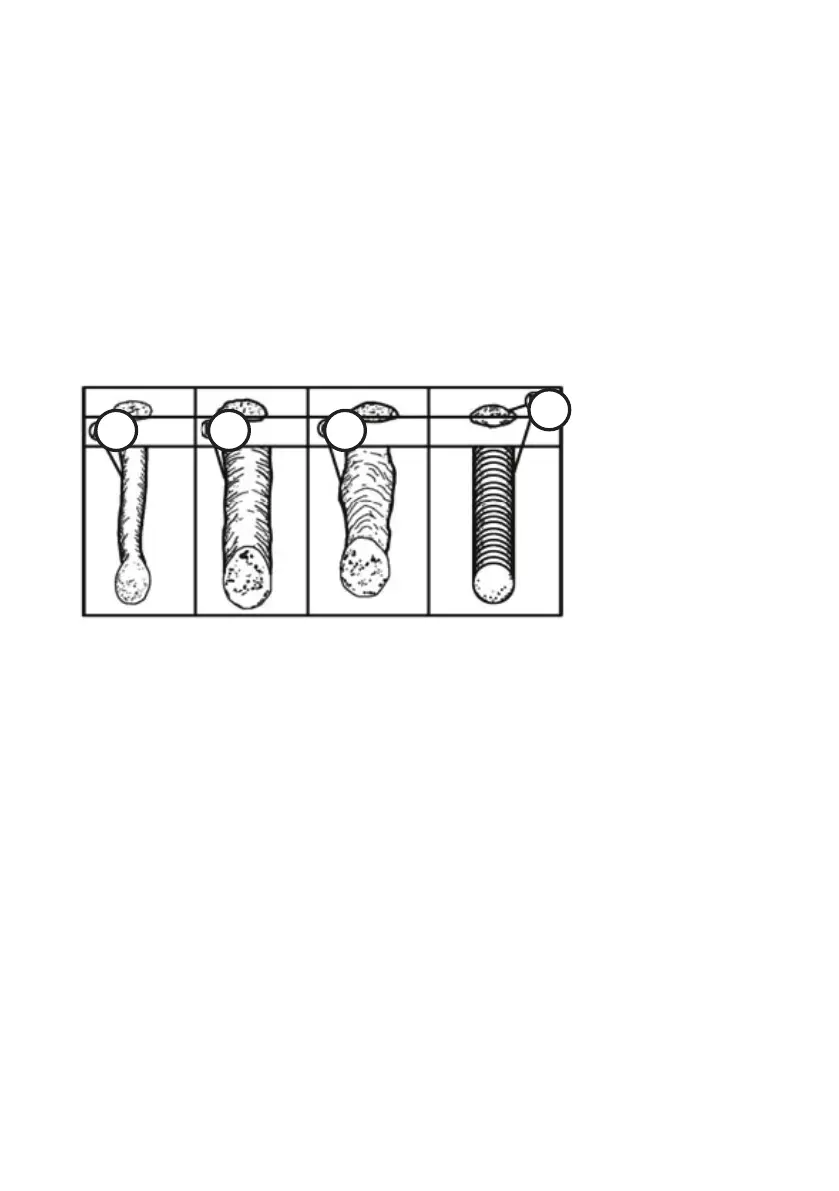
1 2 3
4
1. Weld speed is too fast.
2. Weld speed is too slow.
3. Arc is too long.
4. Ideal weld.
A solid weld bead requires that the electrode be moved slowly and steadily along
the weld seam. Moving the electrode rapidly or erratically will prevent proper fusion
or create a lumpy, uneven bead. To prevent ELECTRIC SHOCK, do not perform any
welding while standing, kneeling, or lying directly on the grounded work.
How to nish the bead
As the coating on the outside of the electrode burns o, it forms an envelope of
protective gasses around the weld. This prevents air from reaching the molten metal
and creating an undesirable chemical reaction. The burning coating, however, forms
slag. The slag formation appears as an accumulation of dirty metal scale on the
nished weld. Slag should be removed by striking the weld with a chipping hammer.