Atom B Series VRF 50/60Hz
84
Midea Atom B Series Engineering Data Book
… box continued from previous page
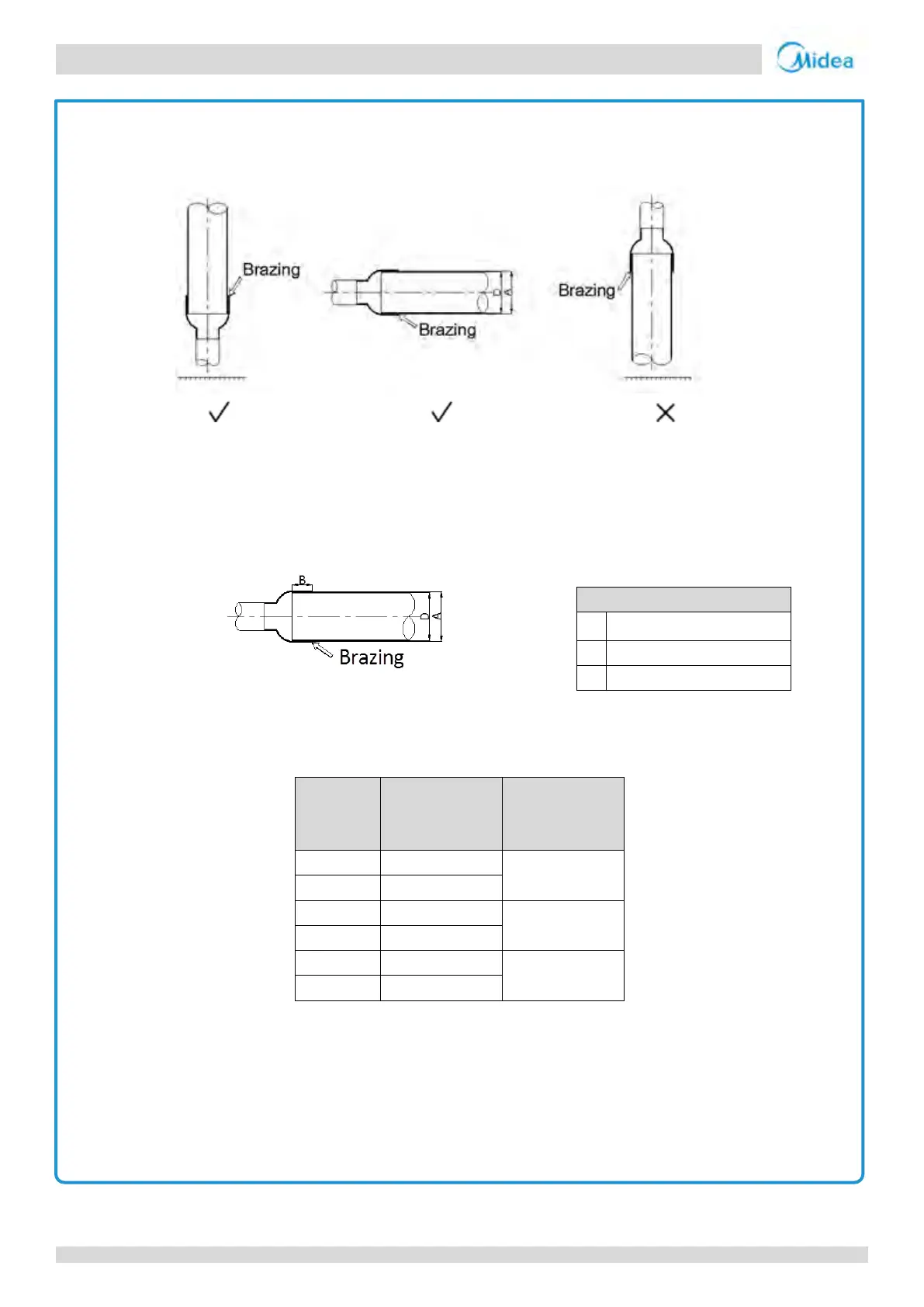
Piping orientation during brazing
Brazing should be conducted downwards or horizontally to avoid filler leakage.
Figure 3-4.6: Piping orientation during brazing
Piping overlap during brazing
Table 3-4.3 specifies the minimum permissible piping overlap and the range of permissible gap sizes for brazed joints
on piping of different diameters. Refer also to Figure 3-4.7.
Figure 3-4.7: Piping overlap and gap for brazed joints
Inner diameter of larger pipe
Outer diameter of smaller pipe
Table 3-4.3: Piping overlap and gap for brazed joints
1
Minimum
permissible B
(mm)
Notes:
1. A, B, D refer to the dimensions shown in Figure 3-4.7.
Filler
Use a copper/phosphorus brazing alloy (BCuP) filler that does not require flux.
Do not use flux. Flux can cause corrosion of piping and can affect the performance of compressor oil.
Do not use anti-oxidants when brazing. Residue can clog piping and damage components.

 Loading...
Loading...




