OM-273245 Page 33
8-7. Profile Pulse
Profile Pulse optimizes Aluminum weld
bead appearance by producing welds with
consistently spaced ripple patterns, similar
to GTAW. This feature has been designed
to operate in a Synergic Pulsed MIG sys-
tem. The consistent ripple pattern is
achieved by periodically changing both the
wire feed speed and power level. The aver-
age wire feed speed is determined by the
value the unit is set to for welding.
. By default, Profile Pulse parameters
are hidden from the Setup Menu. To
view the parameters, the (PROF) set-
ting in the Setup Menu Level 2 must be
set to (YES). See section 8-2.
Profile Pulse Items that can be adjusted in
the Setup Menu are:
Profile Pulse ON/OFF (PROF) − Allows
Profile Pulse to be turned on or off.
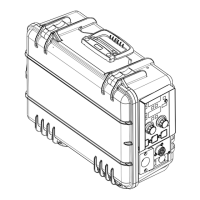
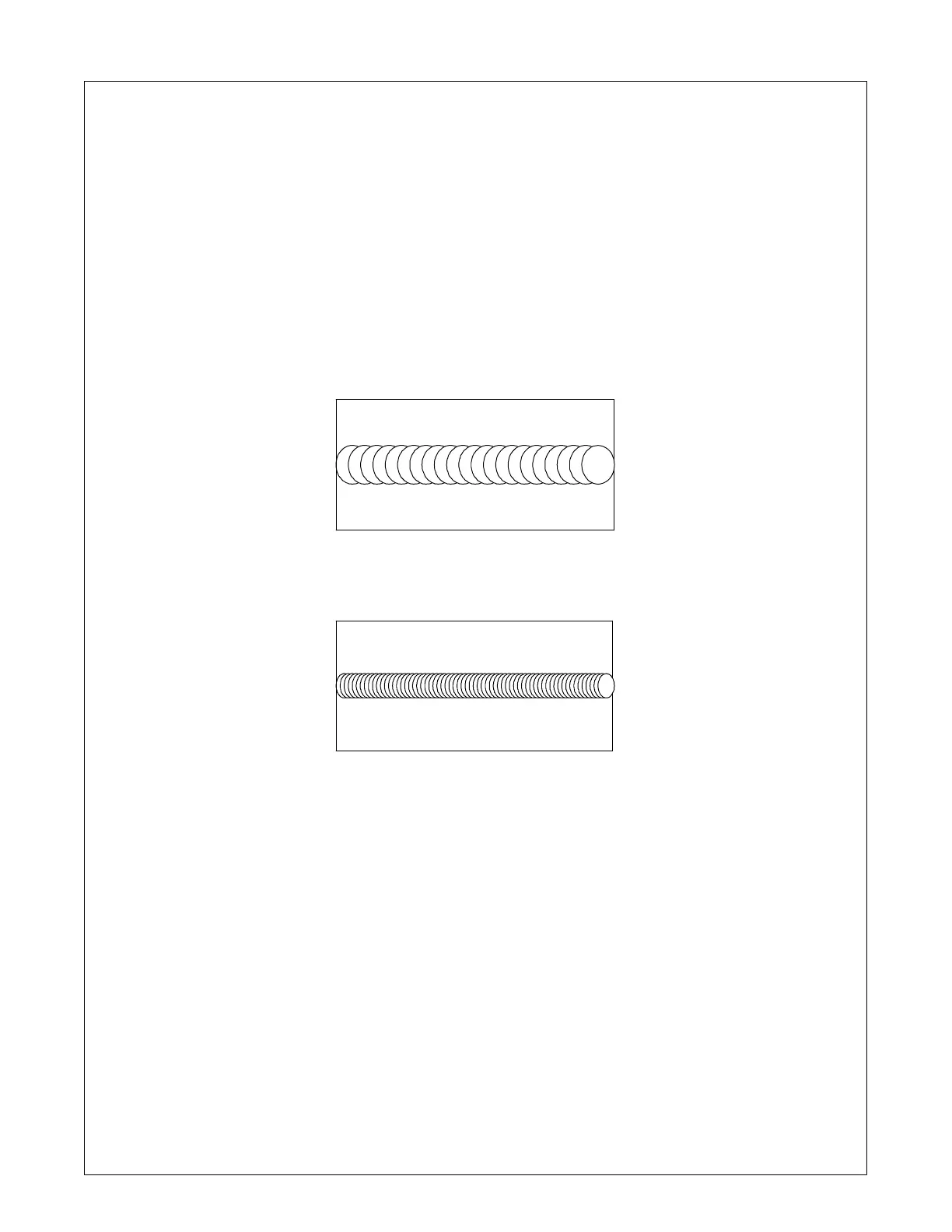
Profile Pulse Frequency (P.FRQ) − Sets
the spacing between ripples in the weld
bead. Range of this setting is from (0.1 to
5.0) pulses per second. See Figures 1 and
2 below.
Profile Pulse Wire Feed Speed Change
(P.WFS) − Sets the percentage of change
above and below the wire feed speed the
unit is set to for welding. Range of this set-
ting is (X0.00 to X0.30). Example: If the wire
feed speed is 200 and (P.WFS) is set to
(X0.10), the wire feed speed will alternate
between 180 and 220 ipm.
Profile Pulse Arc Length (P.AL) − Sets an
arc length correction factor for the lower
wire feed speed. This setting is a percent-
age of the arc length the unit is set to for
welding. Range of this setting is from (X0.5
to X1.5). Example: If the arc length for weld-
ing is set to 50 and (P.AL) is set to (X1.1),
the arc length setting for the lower wire feed
speed is 55.
Figure 1
Constant travel speed with P.FRQ set to 0.1
Figure 2
Constant travel speed with P.FRQ set to 5.0

 Loading...
Loading...