Divider - Merger - Sorter - Example
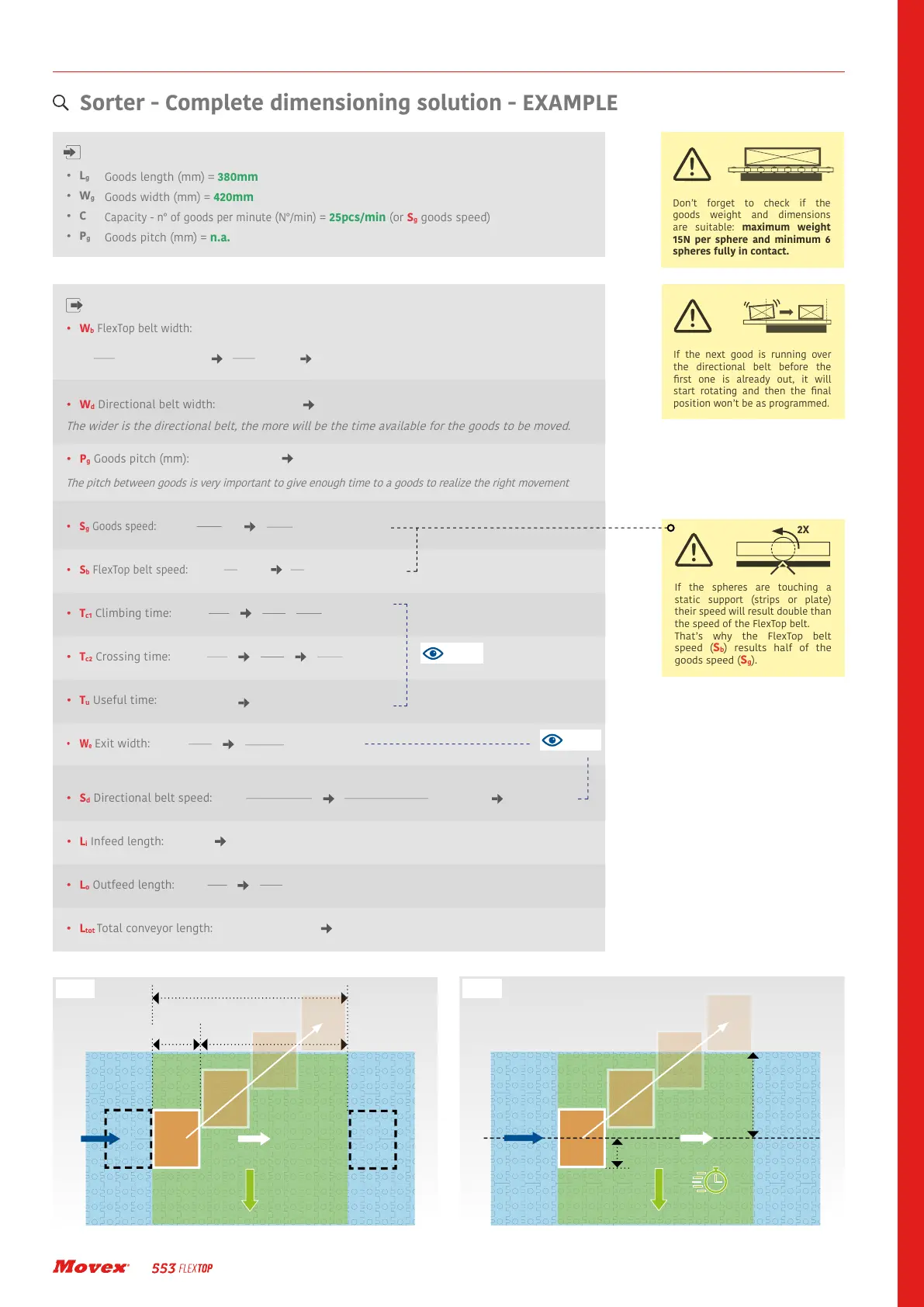
If the spheres are touching a
static support (strips or plate)
their speed will result double than
the speed of the FlexTop belt.
That’s why the FlexTop belt
speed (S
b
) results half of the
goods speed (S
g
).
ENGINEERING MANUAL
23
Sorter - Complete dimensioning solution - EXAMPLE
• W
b
FlexTop belt width:
• W
d
Directional belt width:
The wider is the directional belt, the more will be the time available for the goods to be moved.
• P
g
Goods pitch (mm):
The pitch between goods is very important to give enough time to a goods to realize the right movement
• S
g
Goods speed:
• S
b
FlexTop belt speed:
• T
c1
Climbing time:
• T
c2
Crossing time:
• T
u
Useful time:
• W
e
Exit width:
• S
d
Directional belt speed:
• L
i
Infeed length:
• L
o
Outfeed length
:
• L
tot
Total conveyor length:
Goods length (mm) = 380mm
Goods width (mm) = 420mm
Capacity - n° of goods per minute (N°/min)
= 25pcs/min (or S
g
goods speed)
Goods pitch (mm) = n.a.
W
d
= 1,5 * L
g
1,5 * 380 = 525mm
S
b
= * S
g
* 15 = 7,5 m/min
P
g
1000
600
1000
S
g
=
C
25 = 15 m/min
*
*
= 228,6mm
W
e
=
W
b
2
457,2
2
T
c2
= = 2,1 s
W
d
S
g
525
15
60
1000
T
c1
=
380
15
= 1,5 s
60
1000
S
d
= = 0,7 m/s 44 m/min
W
e
+
(
W
g
/
2
)
T
u
* 1000
0,6 * 1000
228,6 +
(
420
/
2
)
L
i
≥ L
g
380 mm
= 190 mm
L
o
=
L
i
2
380
2
L
tot
= L
i
+ L
o
+ W
d
380 + 190 + 525 = 1.095 mm
T
u
= T
c2
– T
c1
1,5-1,08 = 0,6 s
If the next good is running over
the directional belt before the
first one is already out, it will
start rotating and then the final
position won’t be as programmed.
L
g
S
g
W
g
/ 2
W
e
Fig. B
Fig. A
Outputs:
W
b
≥
= 5,51
6 * 76,2 = 457,2mm
(Belt width 18” – Art. Nr 5530270018A)
420
76,2
W
g
76,2
to catalog width
Fig. B
Fig. A
T
c2
Crossing time
T
u
Useful time
44 m/min44 m/min
T
c1
Climbing time
*
1
2
1
2
P
g
= W
d
> 525 600mm
Don’t forget to check if the
goods weight and dimensions
are suitable: maximum weight
15N per sphere and minimum 6
spheres fully in contact.
Inputs: