6 Start-up and weld quality check Page 36
Stud welding units Operating manual Date: July 2021
INTRA 2100/1400 07.2021 / EN Rev.: A
6.2.1 Settings data for drawn arc process
The weld parameters Current and Time indicated in the following table are based on
the recommendations in DVS information sheet 0902. These parameters relate to the
standard equipment of the welding system and welding in tub position on blank, de-
oiled surfaces.
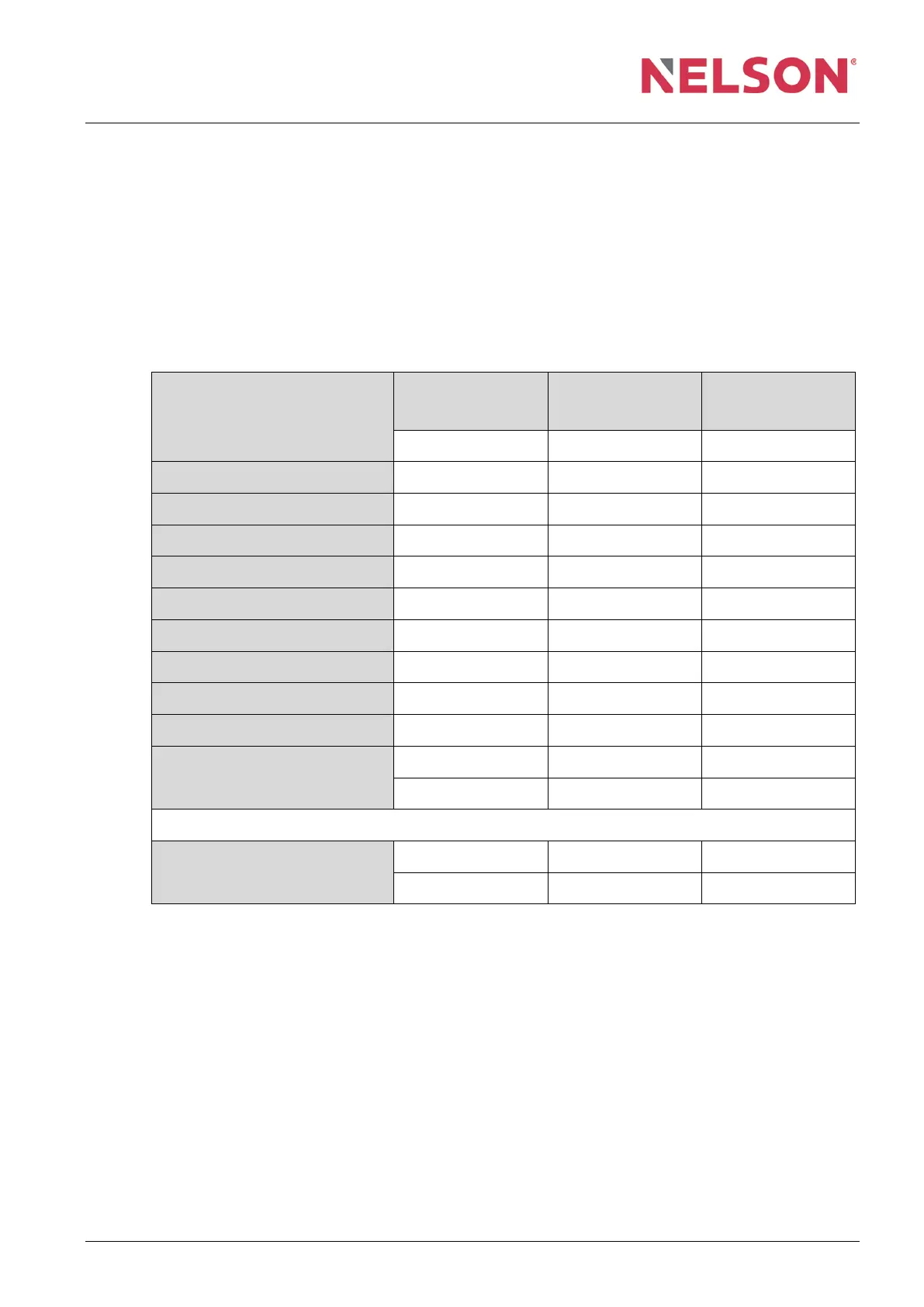
• Electrical weld parameters for the drawn arc process
Stud type
according to Tucker
Weld
Ø [mm]
Welding current
I [A]
Welding time
t [ms]
IS 3 3 200 150
IS 4 4 280 200
IS 5 5 350 230
KB6, MR M8, S6 6 400 250
MP (F) M8 7 450 300
MR M10,S8 8 550 300
MP (F) M10 9 700 350
KB10, MR M12, S10 10 750 400
MM12, S12 12 950 500
MR, M 16 13 1150 500
MP, M 16, MI, M 10 15 1350 500
S 16, KB 16 16 1400 650
For INTRA 2100 only:
KB 19 19 1700 750
KB 22 22 2000 1000
Rule of thumb for drawn arc process:
• Weld current I [A] ≈ 80 × Weld Ø [mm]
• Weld time t [ms] ≈ 40 × Weld Ø [mm]
Fluctuations in sheet metal thickness and properties or changed work conditions,
longer welding cables or heavily loaded power grids make the true values slightly differ
from the settings data. This also applies when welding in forced positions, such as
vertically on the wall or welding overhead. Therefore, before starting work, you should
check the settings with test welds.

 Loading...
Loading...




