USER MANUAL
Cause:
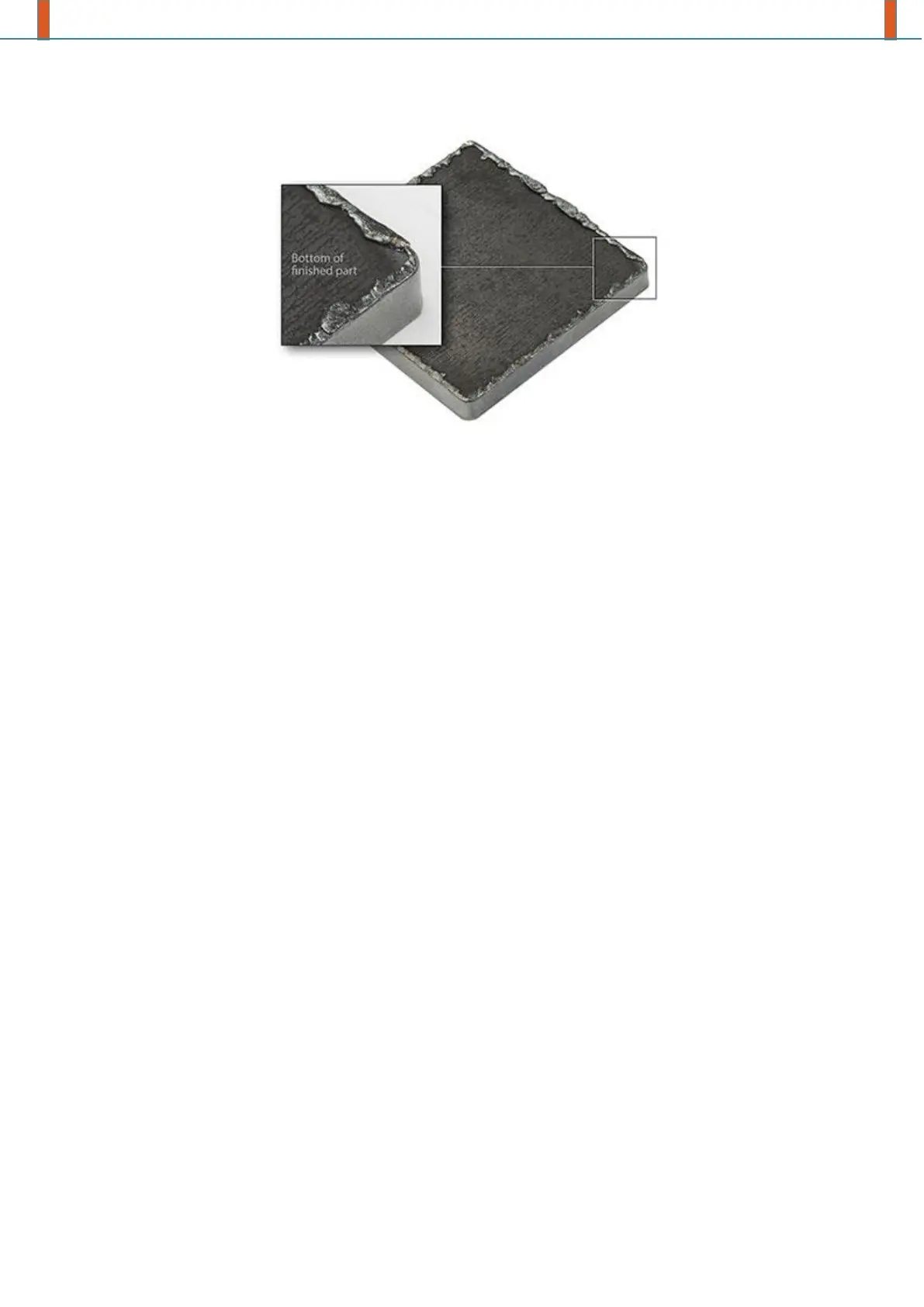
If the cutting speed is too slow for the material thickness or selected amperage, a solid line of
dross that resembles a weld bead will form on the bottom of the part. To understand why,
remember that the plasma cutting process is electrical in nature. When the torch is moving too
slowly, the arc begins to expand in an effort to maintain contact with the edge of the kerf in order
to keep its path to ground through the plate. As the arc widens, the distance from the cut edge
to the high pressure section of the plasma jet increases to the point where the gas is no longer
able to blow away the material effectively. Low speed dross is easily removed with a hand
scraping tool.
Solution:
Verify the cutting speed for the selected amperage. If it already does, increase the cutting speed
in small increments (2-5 in. per minute) until the best result is achieved.
Select a higher cutting amperage and adjust the parameters accordingly.
Examine the nozzle and shield cap for damage and replace as needed.