4
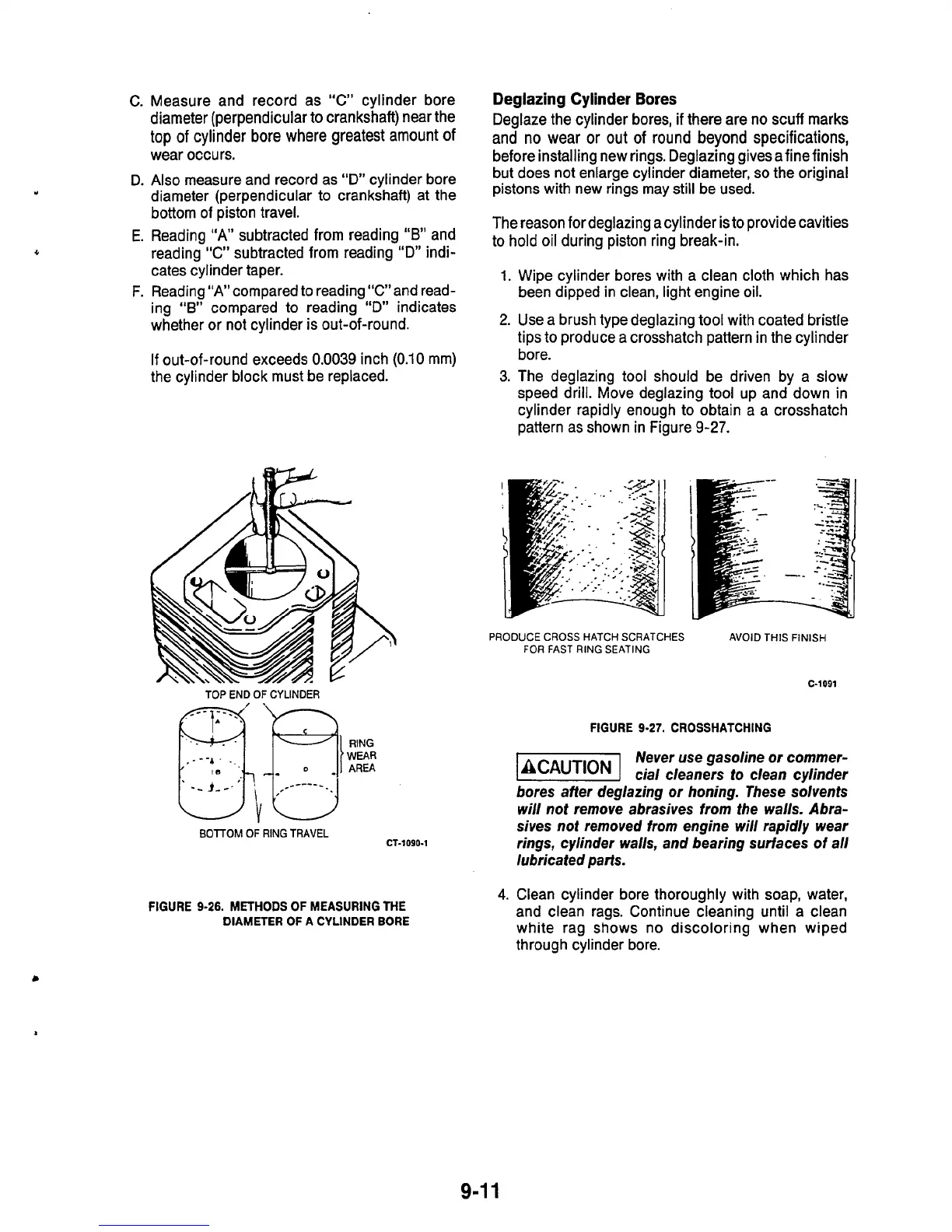
C. Measure and record as ”C” cylinder bore
diameter (perpendicular
to
crankshaft) near the
top
of
cylinder
bore
where
greatest amount
of
wear occurs.
D.
Also measure and record as
“D”
cylinder bore
diameter (perpendicular to crankshaft) at the
bottom
of
piston travel.
E.
Reading
“A”
subtracted from reading
“B’
and
reading
“C”
subtracted from reading
“D”
indi-
cates cylinder taper.
F.
Reading
“A”
compared to reading
“C”
and read-
ing
“B”
compared
to
reading
“D”
indicates
whether or not cylinder is out-of-round.
If
out-of-round exceeds
0.0039
inch
(0.1
0
mm)
the cylinder block must be replaced.
Deglazing Cylinder Bores
Deglaze the cylinder bores,
if
there are no scuff
marks
and
no
wear or
out
of
round
beyond
specifications,
before installing new rings. Deglazing gives afinefinish
but does not enlarge cylinder diameter,
so
the original
pistons with new rings may still be used.
The reason for deglazing a cylinder is to provide cavities
to hold oil during piston ring break-in.
1.
Wipe cylinder bores with a clean cloth which has
been dipped in clean, light engine oil.
2.
Use a brush type deglazing tool with coated bristle
tips to produce a crosshatch pattern in the cylinder
bore.
3.
The deglazing tool should be driven by a slow
speed drill. Move deglazing tool up and down in
cylinder rapidly enough to obtain a a crosshatch
pattern as shown in Figure
9-27.
AVOID
THIS
FINISH
PRODUCE CROSS HATCH SCRATCHES
FOR
FAST RING SEATING
c-1091
TOP
END
OF
CYLINDER
FIGURE
9-27.
CROSSHATCHING
Never use gasoline or commer-
1-1
cial cleaners to clean cylinder
bores after deglazing
or
honing. These solvents
will not remove abrasives from the walls. Abra-
sives not removed from engine will rapidly wear
rings, cylinder walls, and bearing surfaces of all
lubricated parts.
-
AREA
*
--
j..
-.
BOTTOM
OF
RING
TRAVEL
CT-1090-1
FIGURE
9-26.
METHODS
OF
MEASURING
THE
DIAMETER
OF
A
CYLINDER
BORE
4.
Clean cylinder bore thoroughly with soap, water,
and clean rags. Continue cleaning until a clean
white rag shows no discoloring when wiped
through cylinder bore.
9-1
1
 Loading...
Loading...