13
OrionWelders.com
typically produces a good weld spot. A sharp electrode is especially important for small parts
where fine control is essential.
e second electrode shape is a flat ended tip. is tip helps spread the energy more uniformly
and is better suited for difficult metals like silver. A combination of a pointed electrode with a
small flat tip can also be useful for a variety of metals. is configuration will help improve arc
properties for silver (and like metals) while still allowing smaller parts to be welded.
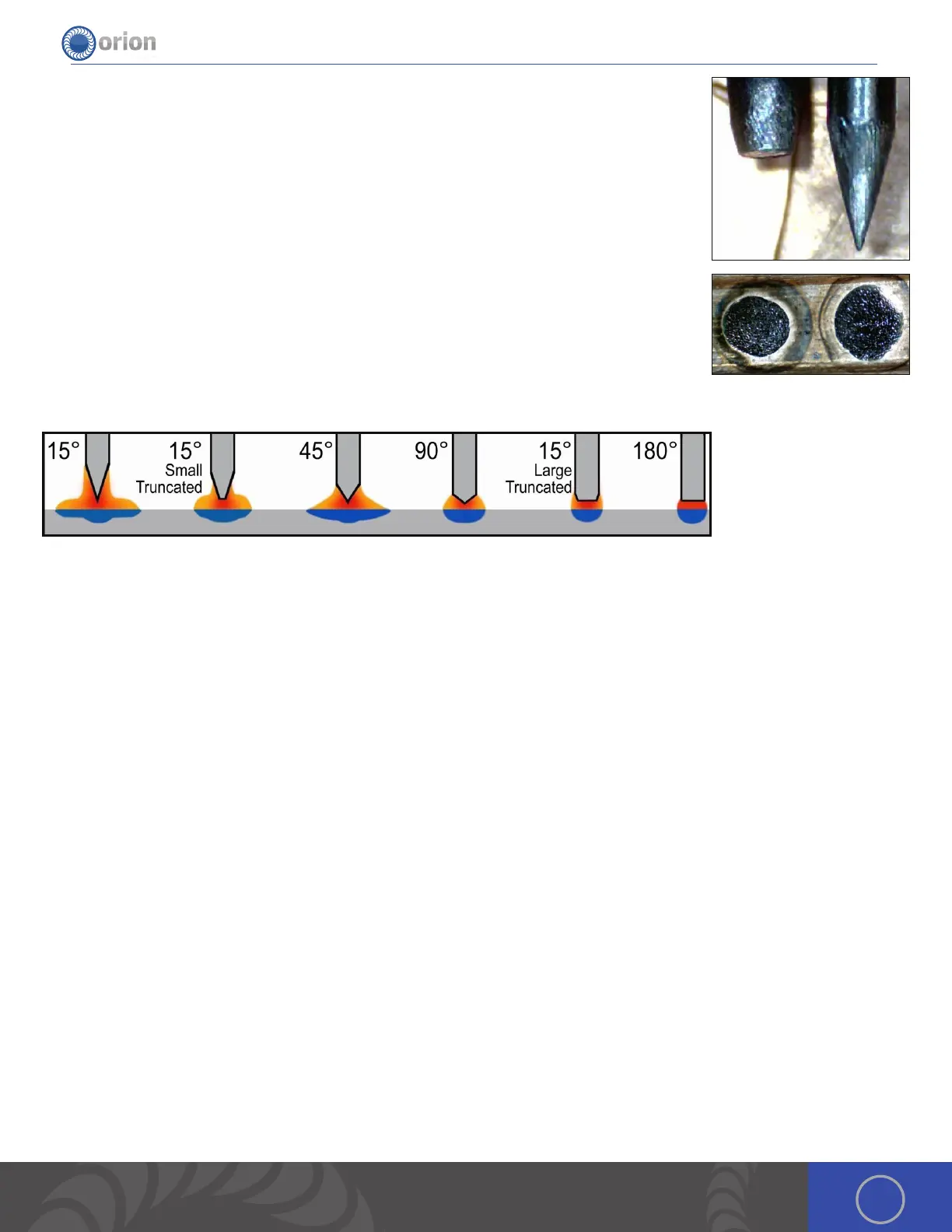
As a general rule of thumb you can think of a sharp tip as a weld
focuser while a blunted or truncated tip is a weld un-focuser.
e tip shape changes the energy focus and weld penetration.
e weld spot on the left was formed with a blunt electrode,
while the spot on the right was made using a sharp electrode.
e shape of the electrode
will influence the shape
and penetration of the weld
spot. ere are advantages
and disadvantages to each
electrode shape.
As shown in the illustration above, the electrode shape greatly influences the weld spot’s shape and penetration. By
looking at the figure, one might assume that the 180 degree shape is the best electrode configuration to achieve an
optimal weld spot. However, the 15 degree electrode shape has the advantage of easy weld ignition at lower energy levels.
In some situations it is advantageous to place a small flat on the end of the sharper tip – or truncate the weld tip. is has a
stabilizing effect on the arc and also allows deeper weld penetration. Even a small flat on an otherwise sharp electrode can
be helpful in making repeatable welds while still allowing easy arc ignition. For the smaller energy settings an extremely
sharp electrode is essential. Remember the size of the truncation flat is related to the energy setting. Use smaller flats for
lower energy – larger flats for high energy.
ere are several considerations that can be helpful when selecting electrode shape (e.g. sharp, blunt, or a sharp tip with
a small flatted end). e most helpful of these is to spend time on your Orion and get to know how it responds to different
electrode shapes and metals.
CONSIDERATIONS FOR ELECTRODE SHAPE:
• When welding very small features, under about 1mm, the electrode should be sharp to help focus the weld energy.
• When welding with less than 20-30 Ws the electrode will typically be sharp.
• Some materials weld better with a sharp electrode (e.g. Stainless Steel).
• When welding at very low energy settings a sharp electrode will help ignite the arc more easily.
• Flattened tips provide arc stability at higher energies
• At high energies a sharp tip may melt off during the welding process and contaminate the workpiece.
• A large flat or completely blunt electrode tip for some metals is desirable (e.g. silver, aluminum at energies >16 Ws).
• A large flat can be helpful on all metals depending on the desired weld puddle and the workpiece geometry.
• Truncating the electrode helps to un-focus the weld energy and prevents “burrowing” in mobile metals like silver.
• How large you make the tip flat (e.g. a very small flat vs. a completely blunt electrode) is determined by the amount of
energy the Orion will deliver. At low energies no flat is needed, where at maximum energy the tip can (if desired) be
completely blunt. Remember, the smaller the flat the easier the weld ignition.