Orion Pulse Arc Welding Workbook
16
ere are several methods to aid in the addition of fill wire, which are mentioned below. e placement of the electrode
relative to the wire is very important and will influence how the material behaves during the addition process.
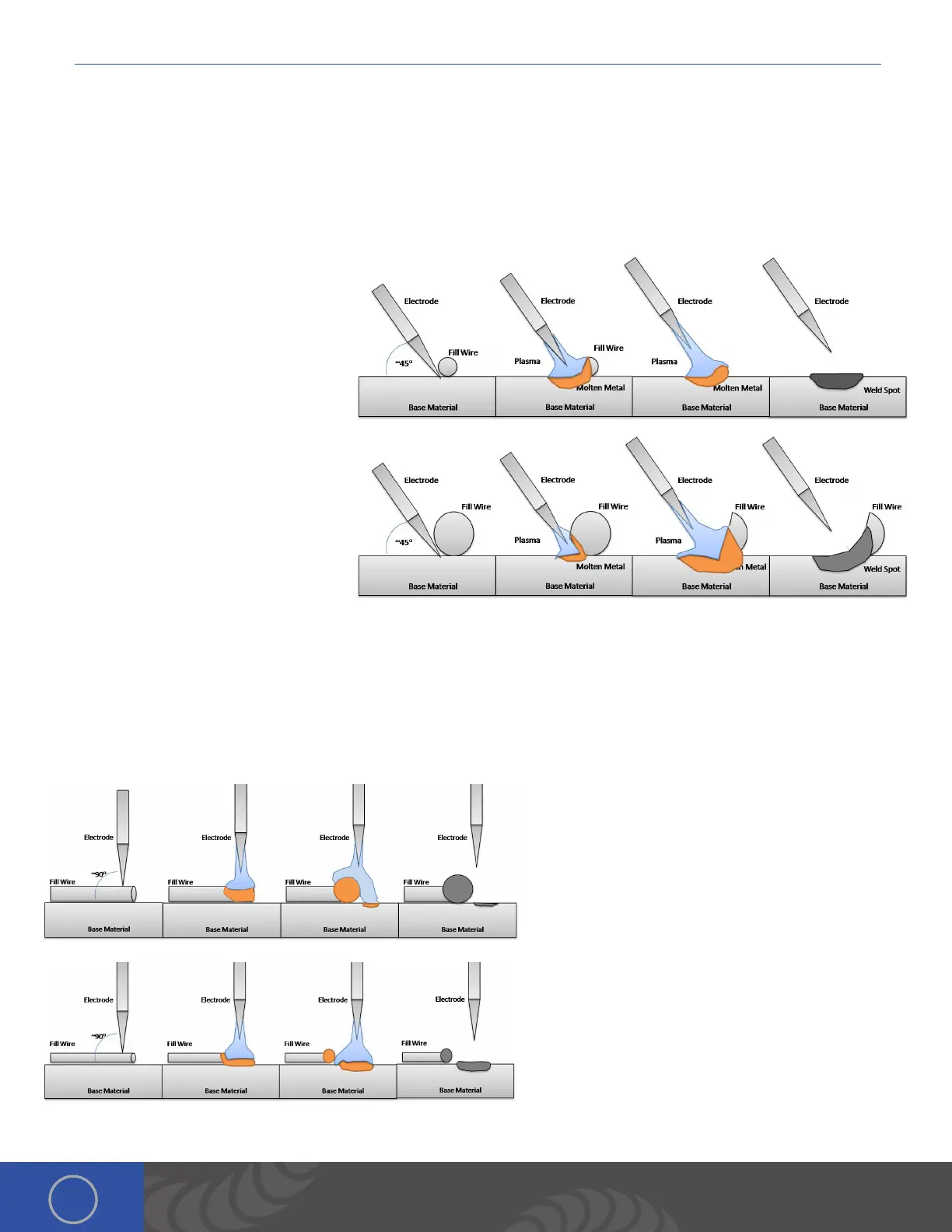
SIDE PLACEMENT: Placing the electrode on the side of the wire is generally the best method of adding fill wire. As shown
below, place the electrode at an approximate 45 degree angle between the wire and the base material. As the electrode
pulls away from the base material and the arc ignition happens, the base material will melt first and then the wire will be
melted and pushed or pulled (by surface tension) into the base material. is is an excellent method to produce a uniform
molten pool of metal and ensure the proper mixing of the base material and the fill wire. e electrode may also be placed
at a 45 degree angle in front of the wire.
However, less material will be added with
every weld, and a portion of the wire will
typically ball-up n the process.
Remember that for a larger fill wire the
energy must be increased to completely
melt the wire. If there is insufficient energy
there may only be partial melting of the
wire. However, in some situations this may
be advantageous.
HANDS ON: Try adding fill wire using the
side placement method. Build up a small
mound of material.
TOP PLACEMENT: With top placement the material addition process will depend a great deal on the wire size and the weld
energy. If the wire is very small, the results will be similar to the side placement discussed above. For a small wire welded
with high weld energy (relative to the wire size) the weld plasma powers through the wire. is technique melts the base
metal and joins the melted wire to the base plane. However, if the wire is larger or the energy is set to produce only a small
spot size, the wire will typically fail to be added to the base material. Instead the wire will ball and some melting of the base
material will occur, which is insufficient to add the wire.
Placing the weld electrode on top of the fill wire at
a 90deg angle from the base material surface is
typically not the preferred method of adding material.
If the wire is large compared to the energy setting,
the wire will ball due to surface tension and will not be
added to the base material.
A top electrode placement can work if the wire
diameter is small compared to the energy setting. In
this case there is enough plasma pressure to force the
molten wire onto the base material. Placement of the
electrode directly on top of the fill wire can melt the
wire into the base if the energy is sufficient, or the wire
is very small. Alternatively, it may only melt the wire
causing it to ball as shown here.