9
OrionWelders.com
of creative possibilities. It also helps eliminate the need for complicated binding or clamping of parts before permanent
welding or soldering.
Because the heart of the Orion is an industrial capacitive resistance welder, everything from one time custom pieces to
production welding is possible.
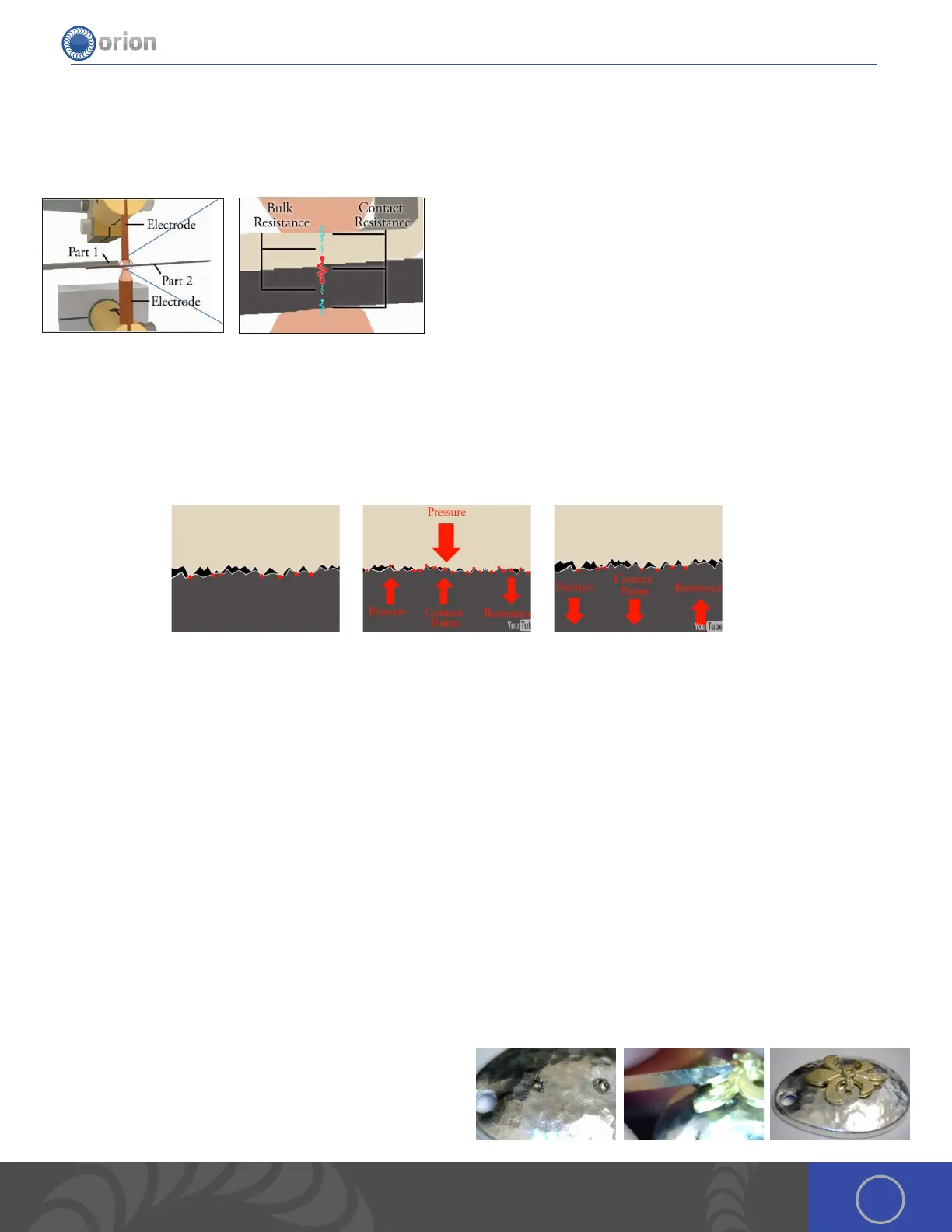
LEFT: A typical (industrial) welding configuration. Right: A close-
up zoom of the weld showing the electrical resistances that are
used to create the weld spot.
As shown in the figure above, a typical weld configuration requires a positive and negative electrode with pressure
applied to the workpiece parts. As we zoom in on a cross sectional view of the workpiece parts, we can identify the
electrical resistance locations where heat is generated. For fine spot, or small scale resistance welding, most of the
heat is generated at the contact point between the two workpieces. is has been identified on the figure as the largest
resistance point. During the weld a large pulse of electrical current is dumped quickly through the workpiece causing rapid
heating and melting at the electrode location.
Left: On the micro scale all surfaces have a degree of surface roughness. is roughness causes the workpieces to only
contact in a limited number of locations. Middle: Applying more pressure will cause more surface contact, less resistance
and less resistive heating. Right: Applying less pressure will cause less surface contact, more resistance for better
resistive heating.
A resistance welder uses the resistance to the flow of electricity to heat and melt the part via a large electrical current. is
contact point is where the highest heat is generated. Light pressure between the parts means less contact between the
two surfaces, more resistance, and hence more heating and melting. Heavy pressure between the parts translates to more
contact between the two surfaces, less resistance, and less heating.
Sometimes it can be helpful to focus the energy of a resistance weld for larger parts. is can be done by using
a weldment, or bump between the parts to be welded. is bump forces the electrical current to pass through a
concentrated point (especially important for thicker parts). e smaller the bump tip diameter the more heat that can
be generated at that point. is technique is also very helpful for welding dissimilar, conductive metals. For example,
resistance welding silver to gold can be difficult, however, if I place a gold weldment on the silver part the gold to gold
resistance weld become very simple.
To aid in resistance welding difficult thicknesses or material combinations.
1.) Place a weldment or bump on one side to focus the energy.
2.) Use an electrode configuration that is simple and has as
much contact area as possible on the outside of the parts.
3.) e weldment or bump will fuse into the other part
making a resistance weld that cannot be seen on an edge.