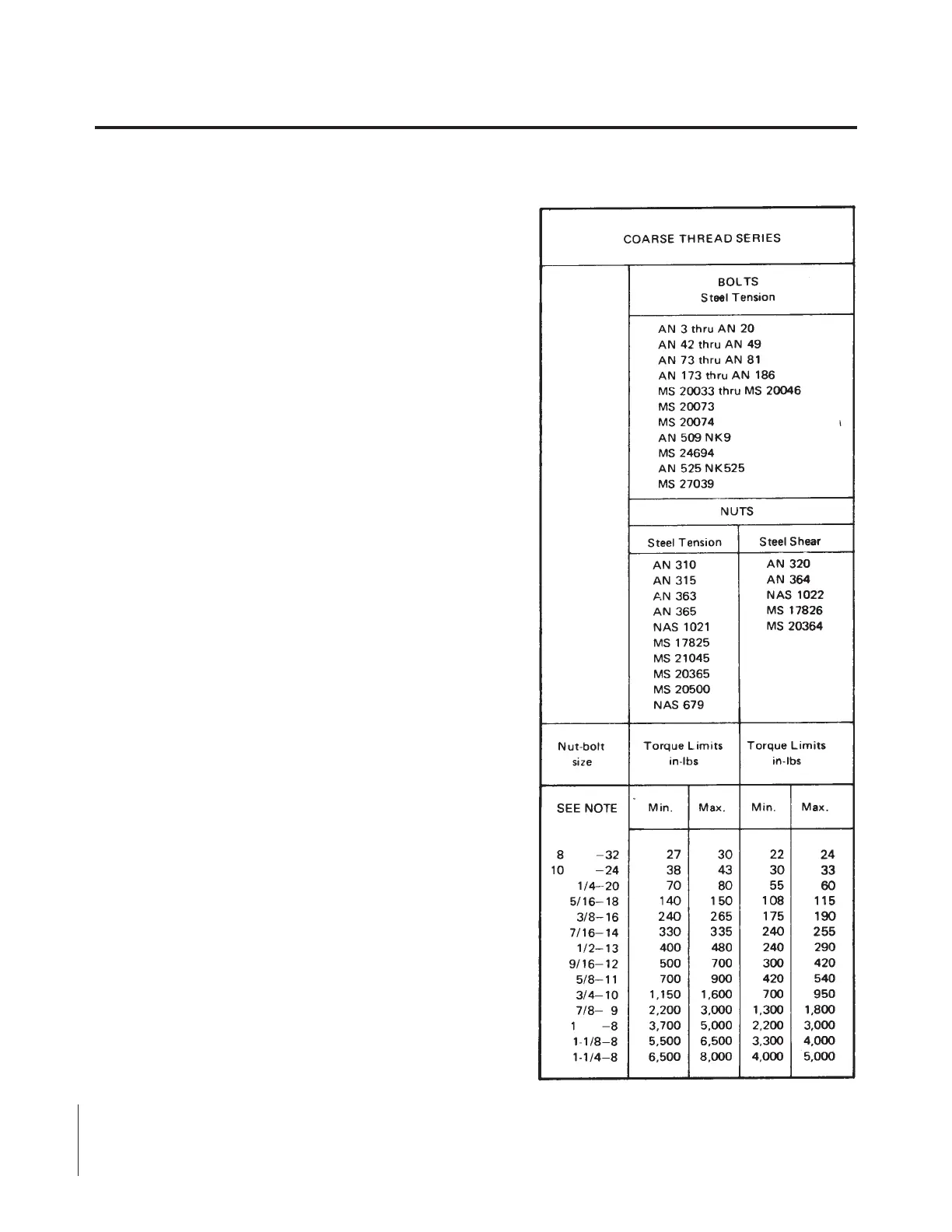
RECOMMENDED NUT TORQUES.
CHART 9102. RECOMMENDED NUT TORQUES
TORQUES: The importance of correct application can not be
overemphasized. Undertorque can result in unnecessary wear of nuts
and bolts as well as the parts they are holding together. When
insufficient pressures are applied, uneven loads will be transmitted
throughout the assembly which may result in excessive wear or
premature failure due to fatigue. Overtorque can be equally damaging
because of failure of a bolt or nut from overstressing the threaded
areas. There are a few simple, but very important procedures that
should be followed to assure that the correct torque is applied.
1. Calibrate the torque wrench periodically to assure accuracy;
and recheck frequently.
2. Ascertain that the bolt and nut threads are clean and dry
(unless otherwise specified by the manufacturer).
3. Run nut down to near contact with the washer or bearing
surface and check “friction drag torque’’ required to turn the
nut.
4. Add the friction drag torque to the desired torque
recommended by the manufacturer, or obtain desired torque
as shown in Table II-IV. This is referred to as final torque
which should register on the indicator or the setting for a
snapover type wrench.
NOTE
For more details on torquing, refer to FAA Manual
AC 43 13-1A
For thread sizes 10 through 7/16, the friction drag torque for
selflocking fasteners shall be assumed to be as specified in Table II-
IIA, and for non-self-locking fasteners shall be assumed to zero. The
friction drag torque for other bolt sizes shall be determined as follows.
The nut shall be turned to near contact (but not in contact) with the
bearing surface. While still not contacting the bearing surface, the
“friction drag torque’’ shall be determined.
The friction drag torque (if any) shall be added to the desired torque
specified by Table II-IIA. This is referred to as final torque, which
should register on the indicator or be the setting for a snap-over torque
limiting device.
NOTE
When the bolt is stationary and the nut is torqued,
use the lower side of the torque range. When the nut
is stationary and the bolt is torqued, use the higher
side of the torque range.
When installing a castle nut, start alignment with the cotter pin hole at
minimum recommended torque plus friction drag torque and do not
exceed maximum plus friction drag. If the hole in the bolt shank and
the nut castellation do not align within this range, change washers and
try again. Do not exceed the maximum recommended torque plus
friction drag torque as determined above.
NOTE
Nut and bolt sizes 8 through 7/16 include friction
drag torque values.
91-00-03
Page 91-03
Revised: December 21, 1981
3H11
PIPER AIRCRAFT
PA-28RT-201 / 201T
*MAINTENANCE MANUAL