17
LAYOUTOPERATION
Amperage
Standard rule of thumb is the thicker the material the more amperage required.On thick material,
set the machine to full output and vary your travel speed.On thinner material, you need to turn
down the amperage and change to a lower-amperage tip to maintain a narrow kerf. The kerf is the
width of the cut material that is removed during cutting.
Speed
Amperage and speed are critical to producing a good quality cut. The faster you move (especially
on aluminium), the cleaner your cut will be. To determine if you're going too fast or too slow, visually
follow the arc that is coming from the bottom of the cut. The arc should exit the material at a slight
angle away from the direction of travel. If it's going straight down, that means you're going too slow,
and you'll have an unnecessary buildup of dross or slag. If you go too fast, it will start spraying back
onto the surface of the material without cutting all the way through. Because the arc trails at an
angle, at the end of a cut, slow your cutting speed and angle the torch in to cut through the last bit
of metal.
Direction
It is easier to pull the torch towards you than push it. The plasma stream swirls as it exits the tip,
biting one side and nishing o on the other leaving a bevelled edge and a straight edge. The
bevel cut eect is more noticeable on thicker material and needs to taken into consideration before
starting your cut as you want the straight side of the cut to be on the nished piece you keep.
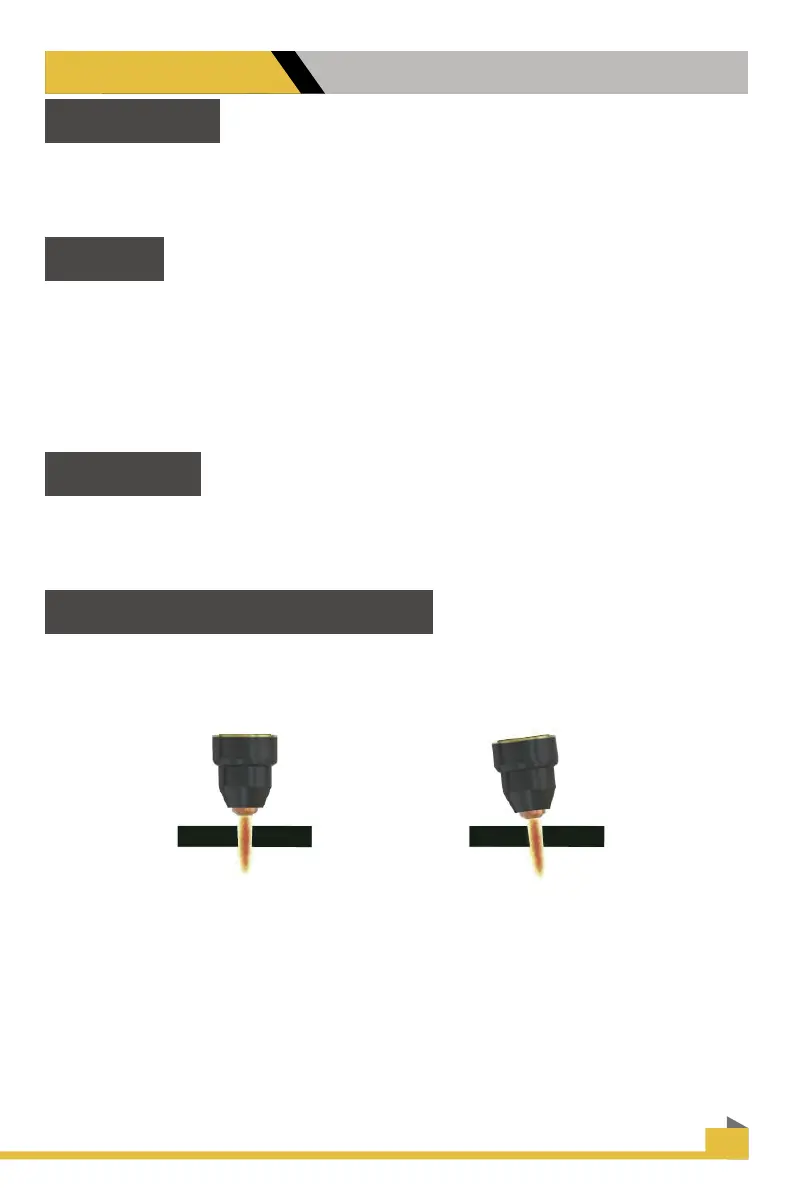
Torch tip height & position
The distance and postion of the plasma torch cutting tip has an aect on the quality of the cut and
the extent of the bevel of the cut. The easiest way to reduce bevel is by cutting at the proper speed
and height for the material and amperage that is being cut.
Correct torch height and
Square to the material
Minimum bevel & equal bevel
Longest consumable life
Torch angled to the material
unequal bevel, one side may
be excessively beveled.