16
LAYOUTOPERATION
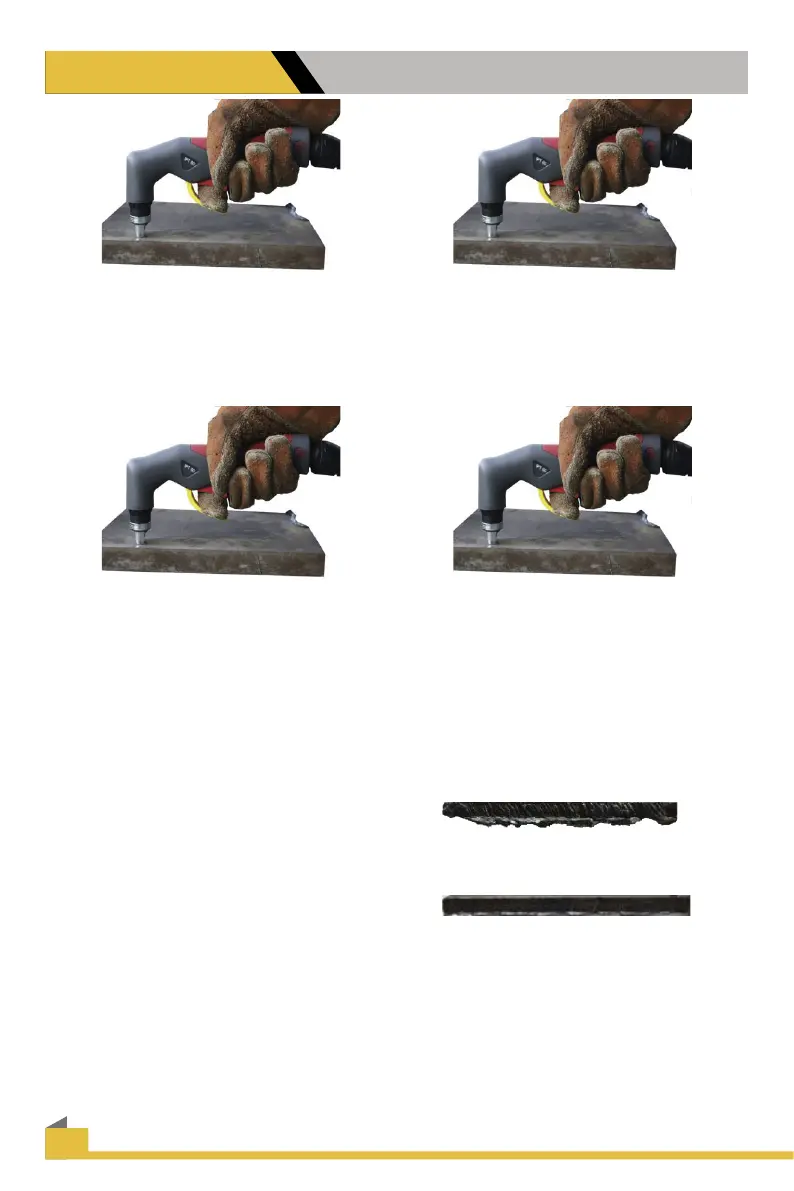
1.place and hold the torch vertical At the
edge of the plate.
2. Pull the trigger to energise the pilot arc.
The cutting arc will start when the nozzle
is moved closer to the edge of the work
piece. When the cutting arc has cut
through the edge of the plate start moving
evenly in the direction you wish to cut.
3. Correct amperage and travel speed arc
importand and relevant to material
thickness and are correct when sparks
are exiting from the work piece. if sparks
are spraying up from the work piece there
is insucient amps selected or the travel
speed is too fast.
4. To nish the cutting release the torch
switch. The air ow will continue for 20
seconds to cool the torch head.
Cut Quality
A clean cut depend on several factors: Poor quality cut
● amperage
● travel speed
● tip height & position
● tip and electrode quality Good quality cut
● air pressure and quality
● technique
The best quality cut will be produced when all these variables are set correctly
for the material thickness and type of material being cut.