Ceramics: 06/2004
4
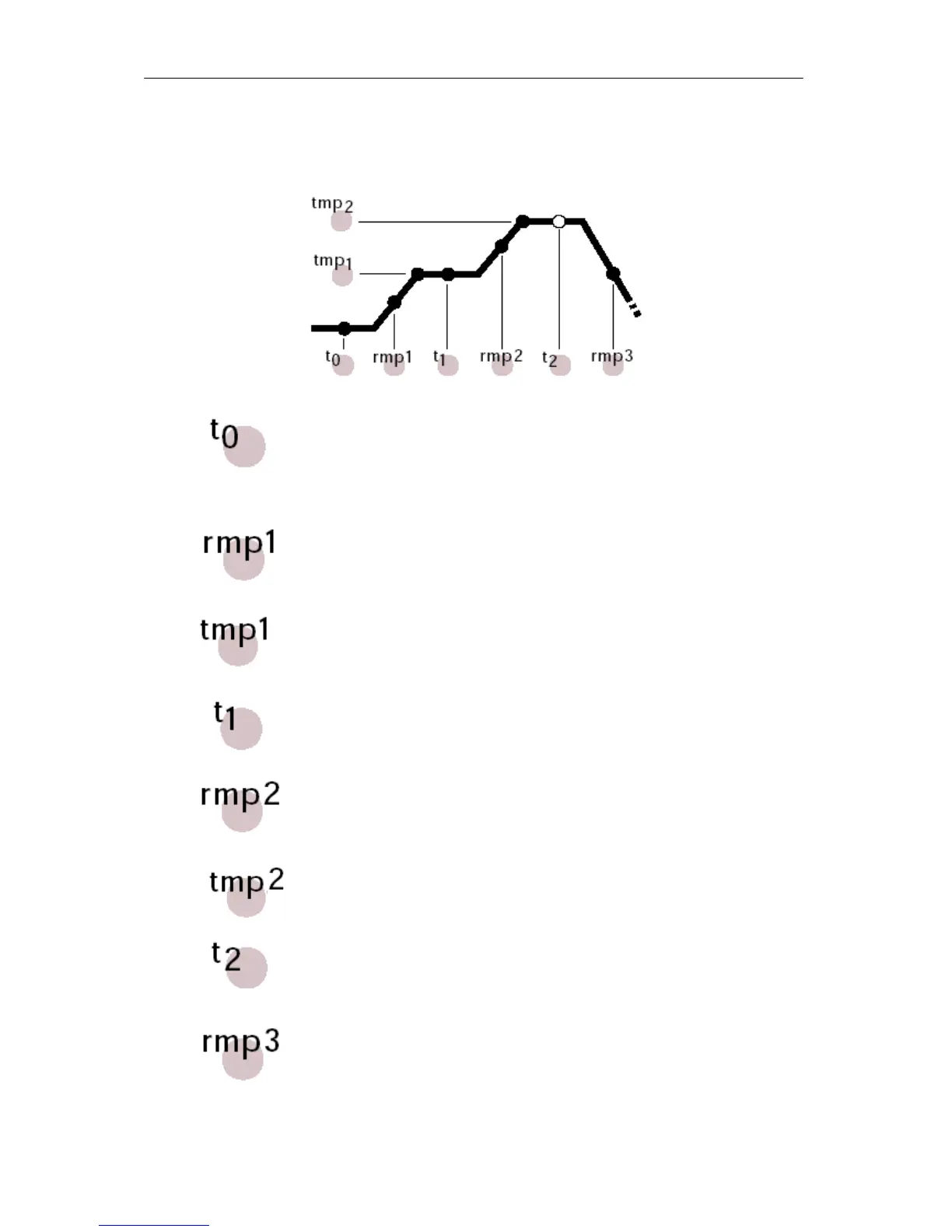
The microprocessor of your TC 504 controller allows you to control your kiln with high
precision and reproducible results. The firing curve of the TC 504 is illustrated in the following
diagram. In consists of various segments:
Delay time / delay of programme start
The controller waits for the preset period of time until it starts the
actual firing process. With this function the firing can be initiated
automatically, e.g. by night.
Heating to 1
st
dwell temperature
The kiln is heated up with the preset speed. The input is made in
degree Celsius per hour (for information on how to set the time,
please refer to Appendix C).
Temperature for 1
st
dwell temperature
The kiln is heated with the speed set above until it reaches the
1
st
dwell temperature. The input is made in degree Celsius.
Dwell time at 1
st
dwell temperature
After the kiln has reached the temperature, this temperature is
maintained for the preset period of time. The input is made in
hours/minutes.
Heating to final temperature
The kiln is heated up to the final temperature in the preset
speed. The input is made in degree Celsius per hour (for
information on how to set the time, please refer to Appendix C).
Temperature for 2
nd
dwell temperature
The kiln is heated with the speed set above until it reaches the
2
nd
dwell temperature. The input is made in Degree Celsius.
Dwell time at final temperature
The kiln maintains the final temperature for the preset time. The
dwell time ensures that the goods are heated thoroughly and
evenly.
Cooling down / end of programme:
After the dwell time is finished the kiln will cool down; this can
either happen controlled (e.g. 200° C/h) or uncontrolled (=SKIP).
The controller will terminate temperature control at 150° C and
indicates the end of the firing process by displaying “End” in the
green display (3).