Mark V 520 Summary Manual
SM - 27
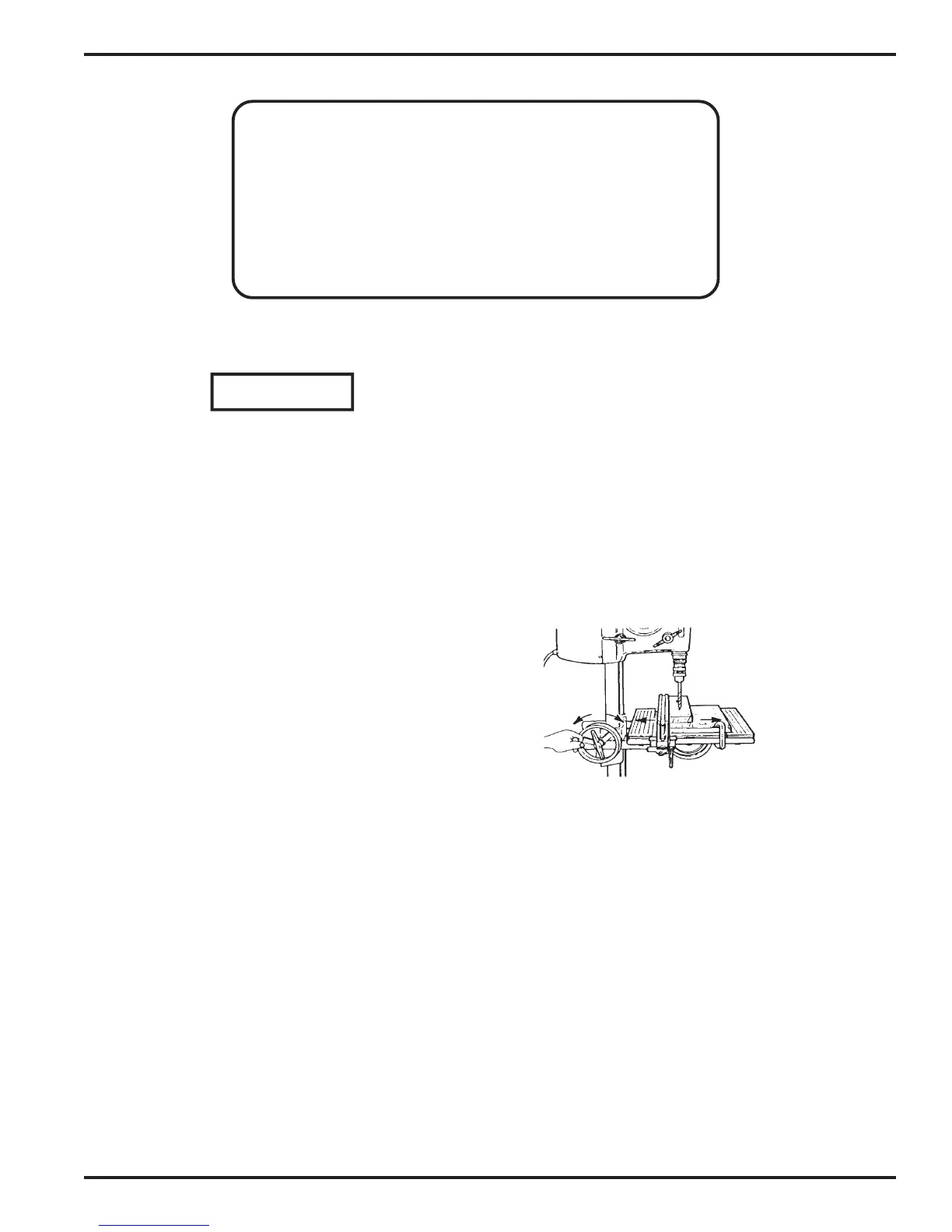
4. To position the table assembly on the way
tubes, hold the carriage so that it won’t drop
against the base mount, then loosen the car-
riage lock. Adjust
the table height so that the tip
of the drill bit is 1/4"-1/
2" above the stock, and
tighten the lock.
5. Remove the stock and extend the quill so that
the cutting flutes of the drill bit touch the scrap
wood. Set the depth control to 1/8" and tighten
the depth control lock. See Figure C-24. Then
let the quill retract. Position the stock under
the drill bit. Hold it against the table and rip
fence. Extend the quill with the machine off to
check where the drill bit will drill.
6. Turn on the Mark V, adjust the speed, and
feed the drill bit into the stock slowly. See
Figure C-25. When drilling deep holes, retract
the drill bit now and then to clear chips from
Safety
WARNING
Before performing vertical drilling operations:
• Read the SAFETY section, especially for the
drill press mode.
• Complete ALL the Assembly and Alignment
procedures.
• Set up the drill press mode according to the
instructions found in your Mark V Model's
section.
• Remove the key from the chuck.
• Secure locks.
Vertical Drilling Speeds
NOTE
The above referenced speeds are suggested speeds.
Before you begin any vertical drilling operation,
know the correct speed at which to set the speed
dial. The correct speed is determined by the op-
eration and the type of material you’re drilling.
To determine the right speed for the job, refer to
the Vertical Drilling Speed Chart. This chart is
intended as a general guide when using brad-
point bits and twist bits. If you use other bits,
follow the manufacturers recommendations.
General Drilling
There are two basic types of holes: holes that you
drill completely through the stock, and holes that
only go part way through the stock.
Drilling Through
VERTICAL DRILLING SPEED CHART
Size of Hole Hardwood Softwood
1/4" and less H (1600 rpm) I (1750 rpm)
1/4" to 1/2" F (1300 rpm) G (1450 rpm)
1/2" to 3/4" D (1050 rpm) E (1150 rpm)
3/4" to 1" B (850 rpm) C (950 rpm)
Over 1" Slow (700 rpm) A (750 rpm)
Drilling metals (twist bits only) — Slow (700 rpm)
Vertical Drilling Operations
1. Mount the rip fence on the table to use as a
backstop. (If there’s no room for the rip fence,
use the miter gauge).
2. Clamp a scrap of wood on the table to keep the
drill bit from drilling into the table and the
stock from splintering where the drill bit exits.
This scrap should be wider than the stock.
3. Mark the holes on the stock, and lay it on top
of the scrap. Adjust the rip fence to position
the hole where you want it. Make fine adjust-
ments with the table height crank. See Figure
C-23.
Figure C-23