Operating and Programming — Milling Page 100 808D
ISO
Mode
s
Basic Theory
G73 application example program:
M3 S1500 ;spindle rotation
G90 G99 G73 X0 Y0 Z-15 R-10 Q5 F120
;after orientation drill 1st hole, back to R point
Y-50 ;after orientation drill 2nd hole, back to R point
Y-80 ;after orientation drill 3rd hole, back to R point
X10 ;after orientation drill 4th hole, back to R point
Y10 ;after orientation drill 5th hole, back to R point
G98 Y75 ;after orientation drill 6th hole, back to R point
G80 ;cancel fixed cycle
G28 G91 X0 Y0 Z0 ;back to reference point
M5 ;spindle rotation stop
M30
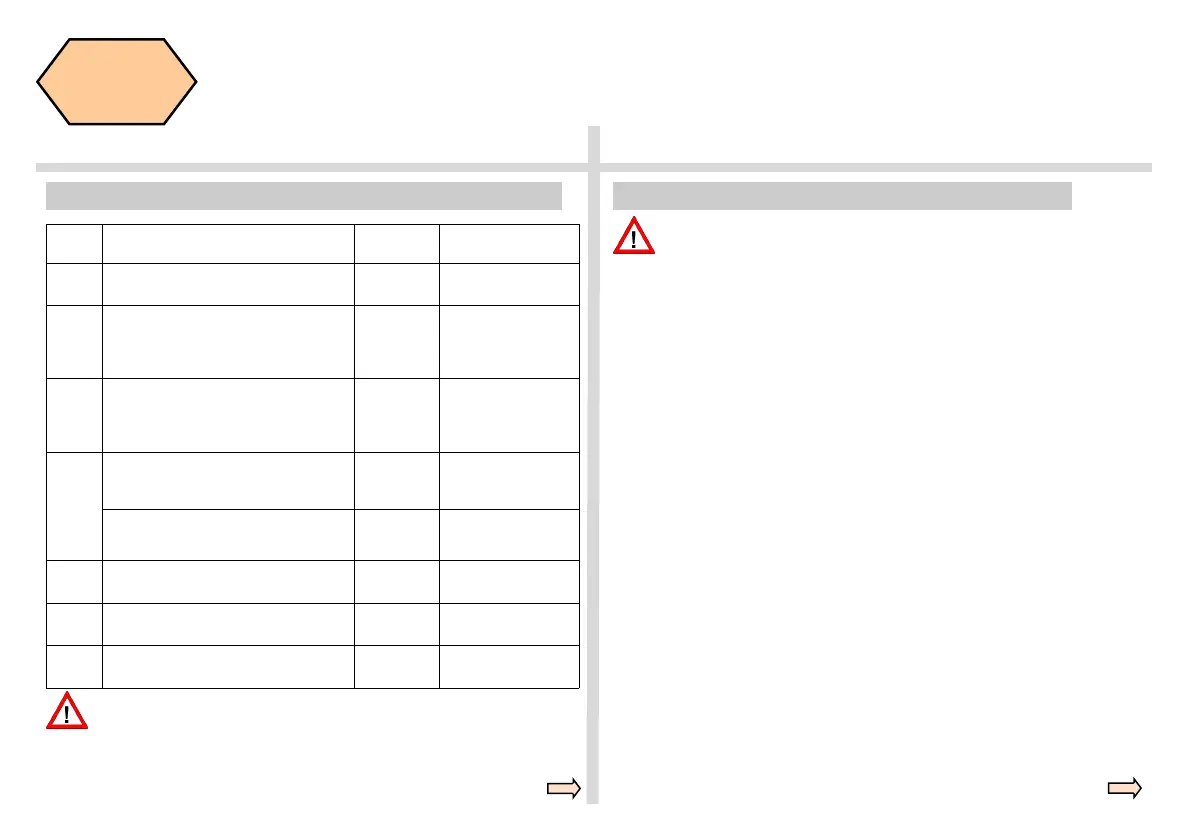
Frequently used letter meanings of typical fixed cycle codes in ISO
P. Descriptions
Unit
Applied range and
note
X/Y
Cutting end point X/Z absolute coordi-
nate values
G73 / G74 / G76
G81 ~ G87 / G89
Z
The distance incremental value be-
tween R point and the bottom of the
hole, or the absolute coordinate value
of the bottom of the hole
G73 / G74 / G76
G81 ~ G87 / G89
R
The distance incremental value be-
tween the start point plane and R
point or the absolute coordinate value
of R point
G73 / G74 / G76
G81 ~ G87 / G89
Q
The depth of every cut
(incremental value)
G73 / G83
Offset value
(incremental value)
G76 / G87
P
The delay time at the bottom of the
hole
ms
G74 / G76 / G89
G81 ~ G87
F
The feedrate of the cutting mm/min G73 / G74 / G76
G81 ~ G87 / G89
K
The repeat times of the fixed cycle
G73 / G74 / G76
G81 ~ G87 / G89
G73 fast-speed deep hole
drilling
Common programming
structures:
G73 X—Y—Z—R—Q—F—
K
Motion process:
① Drilling motion (-Z) →
intermediate feed
② Motion at the bottom of
the hole → none
③ Retraction motion (+Z)
→ fast feed
Brief introduction of typical fixed cycle codes in ISO mode
For the meaning of letters when programming typical fixed
cycles, please refer the figure on the left!
G74 reverse tapping cycle
Common programming
structures:
G74 X—Y—Z—R—P—F—
K
Motion process:
① Drilling motion(-Z) →
cutting feed
② Motion at the bottom of
the hole → spindle rotation
in positive direction
③ Retraction motion(+Z)
→ cutting feed
G74 application example program:
M4 S100 ;spindle rotation
G90 G99
G74 X300 Y-250 Z-150 R-120 P300 F120
;after orientation drill 1st hole, back to R point
Y-550 ;after orientation drill 2nd hole, back to R point
Y-750 ;after orientation drill 3rd hole, back to R
pointX1000 ;after orientation drill 4th hole, back to R pointY-
550 ;after orientation drill 5th hole, back to R pointG98
Y750 ;after orientation drill 6th hole, back to R
pointG80 ;cancel fixed cycle
G28 G91 X0 Y0 Z0 ;back to reference point
M5 ;spindle rotation stop
M30
Note:change the parameter 10884=0,to make X100 → 100 um / X100. →
100 mm
In 808D, the default ISO program feed distance unit is mm!
(X100→100mm)
 Loading...
Loading...



















