808D Page 99 Operating and Programming — Milling
ISO
Mode
s
Basic Theory
H01→Offset value 20.0
H02→Offset value -30.0
H03→Offset value 30.0
H04→Offset value -20.0
G90 G43 Z100.0 H01;Z will reach 120.0
G90 G43 Z100.0 H02;Z will reach 70.0
G90 G44 Z100.0 H03;Z will reach 70.0
G90 G44 Z100.0 H04;Z will reach 120.0
Note:In DIN mode, you must open the H
code list in the tool list. For information on
the opening method, please refer to the
instructions for H code on page 104
In DIN mode, the tool length
is activated automatically,
but in ISO mode, you must
activate the tool length via
G code.
G43/G44 and G49
Use G43/G44,the tool
length compensation value
will be activated.
G43:Tool length compen-
sation in positive direction
G44:Tool length compen-
sation in negative direction
G49:Cancel tool length
compensation
G98 :Fixed cycle back to
the original point
G99 :Fixed cycle back to R
point
G80 :Cancel the fixed cycle
Pausing function G04
G04 X5.0→delay 5 s
G04 P5→delay 5 ms
N5 G90 T1 M06
N10 M3 S2000; spindle rotation
N20 G99 G81 X300 Y-250 Z-150
R-10 F120;after orientation drill-
ing, back to R point
N30 X1000. ;after orientation drill-
ing, back to R point
N40 G04 X2.0 ;delay 2 s
N50 G98 Y-550 ;after orientation drill-
ing, back to start point
N60 G80 ;cancel the fixed cycle
N70 M5 ;spindle rotation stop
N80 M30
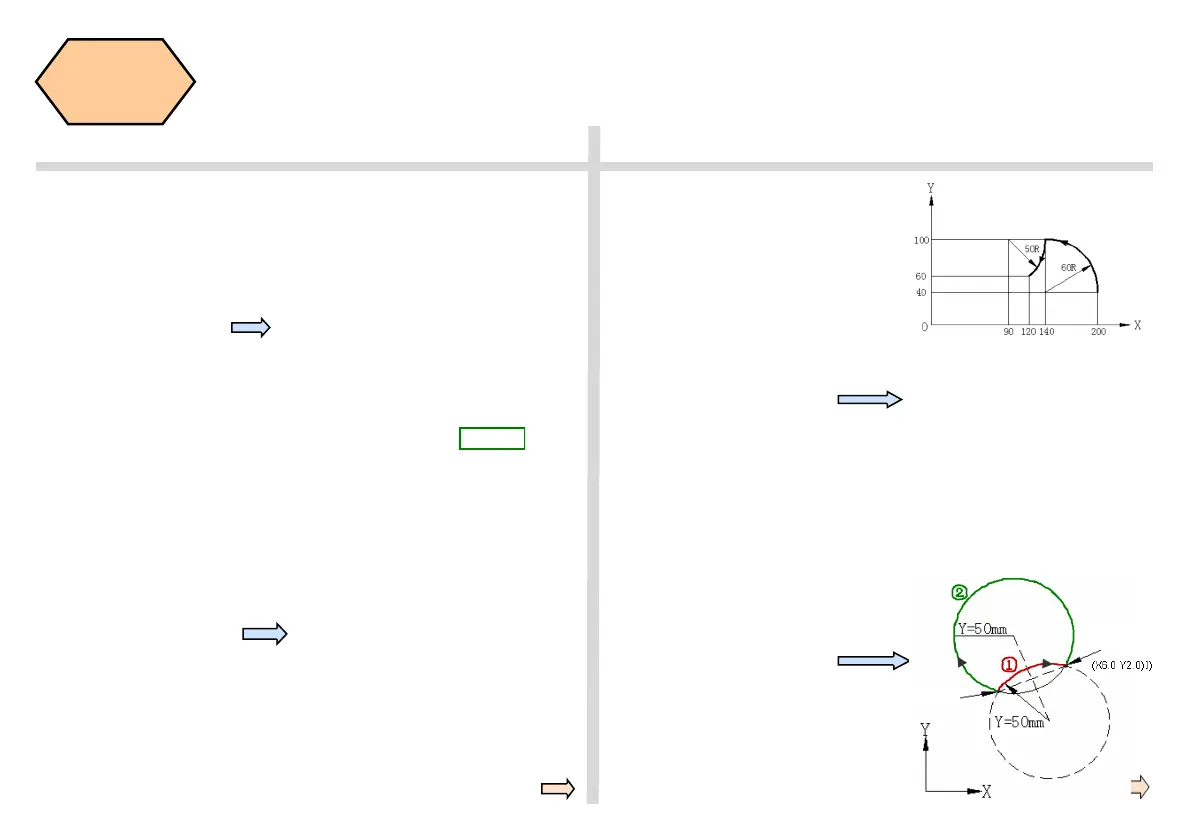
When specifying circle radii
with parameter R
Circles less than 180° is as-
signed positive values
①→G02 X6.0 Y2.0 R50.0
Circles greater than 180° are
assigned negative values
①→G02 X6.0 Y2.0 R-50.0
Method 1 (use incremental to describe
circular radius)
G92 X200.0 Y40.0 Z0
G90 G03 X140.0 Y100.0 I-60.0 F300.0
G02 X120.0 Y60.0 I-50.0
Method 2 (use parameter R to de-
scribe circular radius)
G92 X200.0 Y40.0 Z0
G90 G03 X140.0 Y100.0 R60.0 F300
G02 X120.0 Y60.0 R50.0
Code G02 and G03
G02 circular interpolation in
positive direction
G03 circular interpolation in
negative direction
You can specify the circle end
point in the following X/Z ad-
dress for both. You can also
describe circle radii with I, J, K
incremental or use parameter R
to specify radii directly.
End point
Start point

 Loading...
Loading...


















