808D Page 27 Operating and Programming — Milling
Workpiece
Setup
s
SEQUENCE
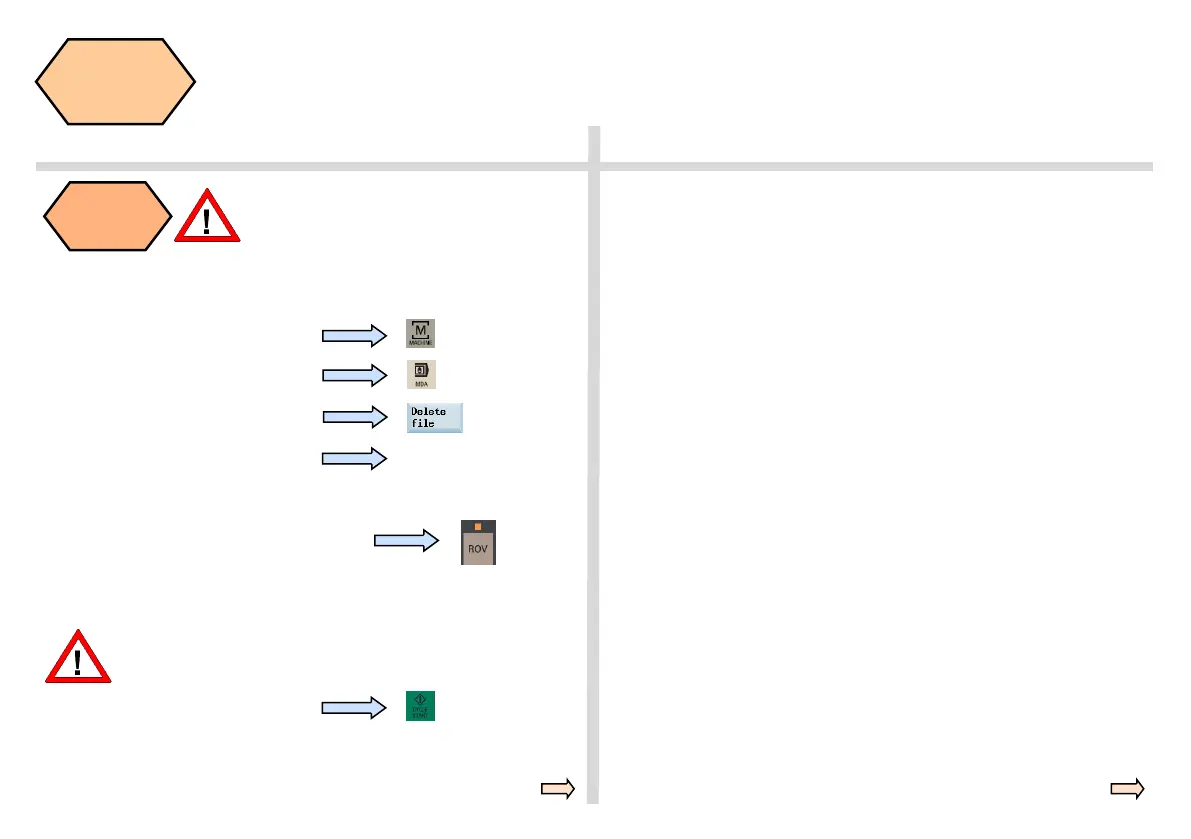
The tool setup and workpiece setup
must have been performed correctly so
that it can be tested as follows!
Press the “MDA” key on the MCP.
Press the “Delete file” SK on the PPU.
Press “CYCLE START” on the MCP.
Enter the test program recommend-
ed on the right. (can also be cus-
tomized)
G54 (select offset panel
as required)
T1 D1
G00 X0 Y0 Z5
Test tool
offset
results
Press the “ROV” key to ensure that the
“ROV” function is activated (the function is
activated when the light on the key is on ).
Make sure the feedrate override on the MCP is at 0%!
Increase the feedrate override gradually to avoid accidents caused by an
axis moving too fast. Observe whether the axis moves to the set position.
Note: The ROV function activates the feedrate override switch under
the G00 function.
Press the “Machine” key on the PPU.
In order to ensure the machine safety and correctness, the results of the
tool offset should be tested appropriately.