Operating and Programming — Milling Page 48 808D
Create Part
Program
Part 2
s
Basic Theory
After completing the steps, the system will re-
turn to the edit interface. Press “Technical
interface” on the PPU to return to the interface
for setting the cycle data.
After finishing the parameter settings of CYCLE72,
press the ”OK” SK on the PPU to insert the corre-
sponding cycles in the main program.
With the “New” SK and “Contour milling”, the operation can be
edited and saved in a subprogram.
The editing in the subprogram is the same as above.
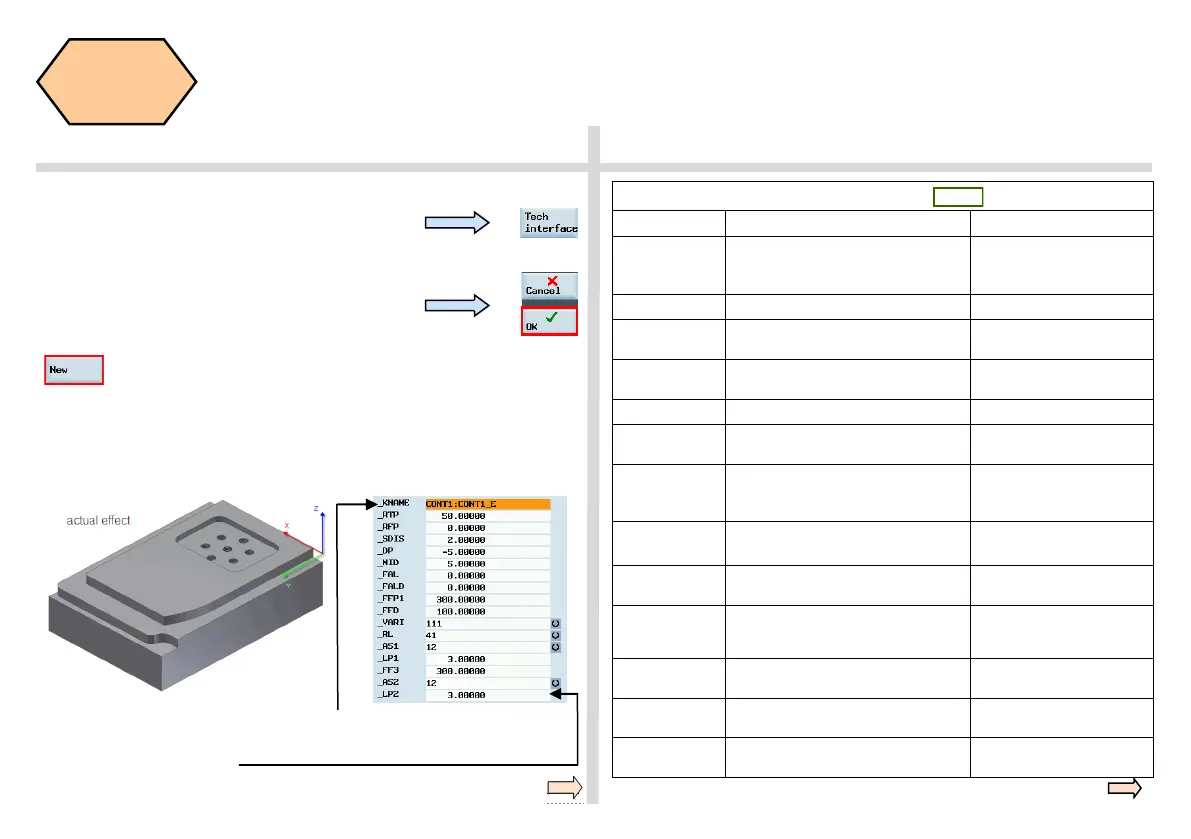
With the “OK” SK, the values and the cycle call are transferred to the part
program as shown below.
N245 CYCLE72( "CONT1:CONT1_E", 50.00000, 0.00000, 2.00000, -5.00000,
5.00000, 0.00000, 0.00000, 300.00000, 100.00000, 111, 41, 12, 3.00000,
300.00000, 12, 3.00000)
For descriptions of RTP, RFP, SDIS and DP, please see page 40
Parameters Meanings Remarks
KNAME=
CONT1:CONT1_E
Set the name of the contour subprogram
as “CONT1”
(“:CONT1_E” is automatically created)
The first two positions of the
program name must be letters
MID=5 The maximal feed depth is 5 mm
FAL=0 Finishing allowance at the contour side is 0
mm
FALD=0 Finishing allowance at the bottom plane is 0
mm
FFP1=300 Tool feed rate on plane is 300 mm/min
FFD=100 Feed rate after inserting the tool in the
material is 100 mm/min
VARI=111
Use G1 to perform rough machining, and
back to the depth defined by the RTP+SDIS
at the completion of the contour
For other parameters, please
refer to the standard manual
RL=41(absolute
value)
PL=41→use G41 to make tool compensa-
tion on the left side of the contour
PL=40→G40, PL=42→G42
AS1=12
Approach the contour along the 1/4 circle
on the path in space
For other parameters, please
refer to the standard manual
LP1=3 The radius of the approaching circle is 20
mm
The length of the approaching
path is along the line to ap-
proach
FF3=300 The feed rate during retraction of the path is
300 mm/min
AS2=12 Return along the 1/4 circle on the path in
space
Parameter explanations are the
same as for AS1
LP2=3 The radius of the return circle is 20 mm The length of the returning path
is along the line to approach
 Loading...
Loading...



















