840D/828D SINUMERIK Operate Page 7
B506
B506
Notes
Section 6
The following 3 commands determine the coordinate statements for the
destination points of the address X when programming departure com-
mands:
Diameter programming ON Code DIAMON
Diameter programming OFF Code DIAMOF
Diameter programming for G90,
Radius programming for G91 Code DIAM90
These commands are modally operative.
They remain valid for the program until a block is reached where an oppos-
ing command is programmed or terminated automatically by the end of the
program.
Note:
For turning machines the code “DIAMON” is normally set as a switching-
ON condition.
Please refer to the machine manual as to which condition has been imple-
mented by the manufacturer in case of your machine.
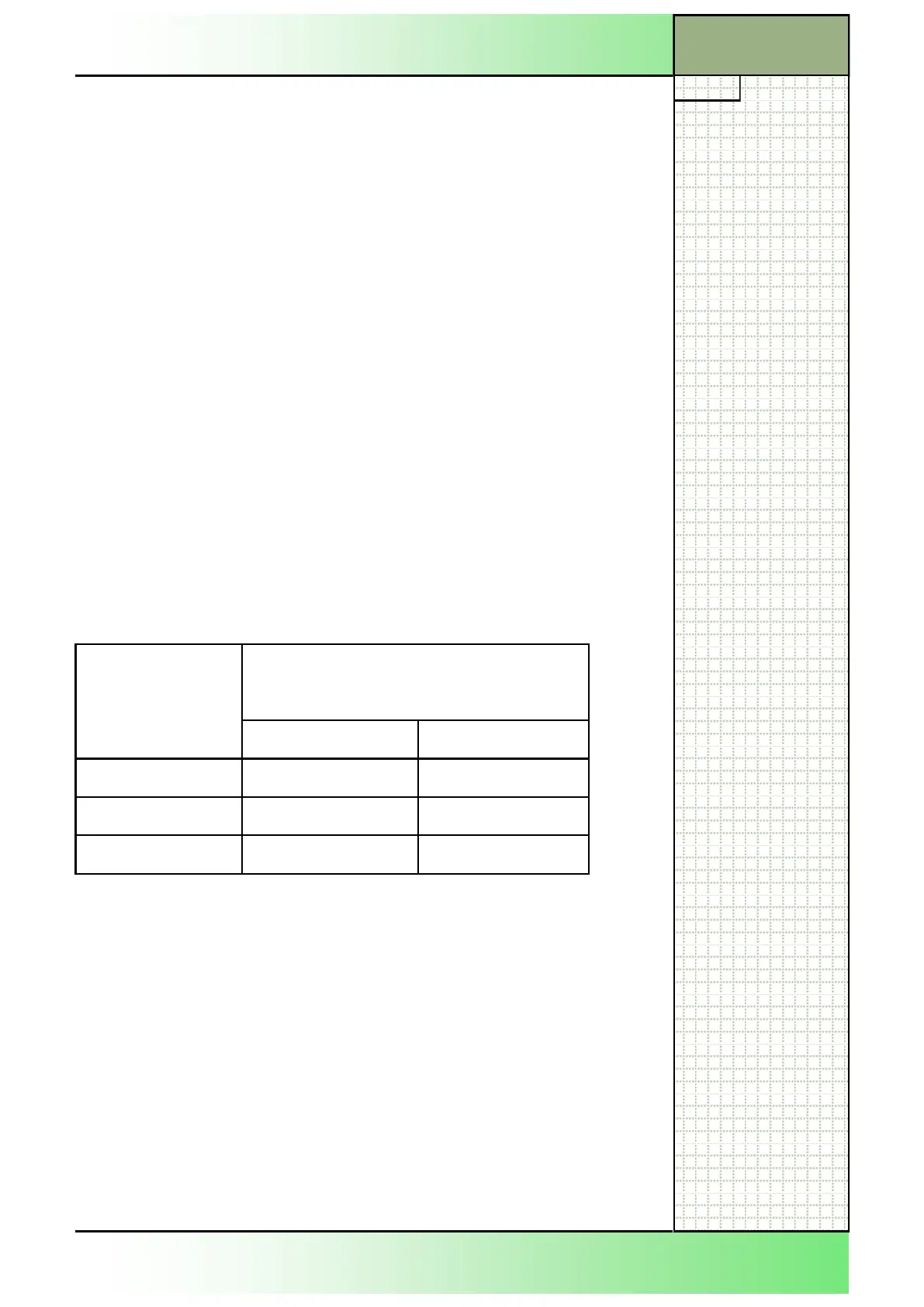
Representation of the commands for the dimension inputs absolute (G90)
and incremental (G91):
* Switching-ON condition for turning machines
** Switching-ON condition for milling machines
On the following pages the effects of the described codes are shown
graphically.
Only the motion of the X-axis is taken is into account for this.
The roughing of the shown work piece is not part of this example.
Command
Destination point of the X coordinate
under G90 under G91
DIAMON * Diameter Diameter
DIAMOF** Radius Radius
DIAM90 Diameter Radius
Dimensioning for the X-axis
 Loading...
Loading...



























