3460 N
19
WELDING CONTROL
UNIT
The function of this control is to
carry out constant quality welds:
same time and same current for
each spot. As the spot strength
depends on many factors, it is
necessary that the followings are
kept constant:
• electrode tip diameter or
contact surface and shape;
• constant electrode force ;
• non-oxydized secundary
contacts;
• non-oxydized cables
without cut-off wires;
• clean and well positioned
sheets;
• welder, cables, arms and
electrodes must not be over
heated.
It is always correct to use short
times and high current value.
MAIN FEATURES
• Synchronous control with
controlled dyodes and welding
current adjustment with phase
control.
• Adjusted first insertion Cos
ϕ
to reduce the absorbance from
the line.
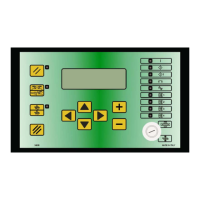
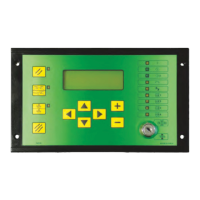
All the controls are shown in
the following figure:
When not used, the tools (guns
3696, multifuncion 3494), should
be kept with insulated electrodes.
The combination of the tools is
shown at page 26 fig. 8.
DISPOSITIF DE CON-
TROLE DE SOUDAGE
La fonction du contrôle de sou-
dage est celle d’effectuer des
soudures de qualité constante:
même temps et même courant
de soudage pour chaque point.
Puisque la résistance du point
dépend d’autres facteurs, il est
indispensable de maintenir ces
facteurs constants et ceux sont:
• diamètre de la pointe de
I’électrode ou surface de
contact et forme;
• constante de la force aux
électrodes;
• contacts secondaires non
oxydés;
• câbles intacts non oxydés
ou avec fils coupès;
• tôles propres et bien ali-
gnées;
• soudeuse, câbles, bras et
électrodes non surchauffés.
Il est toujours correct d’utili-
ser des temps brefs et un cou-
rant de soudage élevé.
CARACTERISTIQUES
PRINCIPALES
• Commandes synchrones à
diodes contrôlées avec régu-
lation du courant de soudage à
contrôle de phase;
• Cos ϕ de première insertion
réglé pour limiter I’absorption
de la ligne.
Toutes les commandes du
contrôle sont illustrées dans la
figure suivante:
Les équipments qui ne sont pas
sous tension (pinces 3696, pis-
tolet 3494) doivet rester avec les
électrodes isolés.
La combinaison des équipe-
ments est illustrée à la page 26
fig. 8.
CONTROL DE SOLDA-
DURA
La función del control es la de
efectuar soldaduras de calidad
constante: igual tiempo e igual
corriente para cada punto. Dado
que la resistencia del punto
depende de otros factores, es
indispensable que estos sean
mantenidos constantes y estos
son:
• diametro de la punta del
elettrodo o la superficie de
contatto y forma
• constancia de la fuerza a los
electrodos
• contactos secundarios no
oxidados
• cables integros no oxidados
o con cables interrumpidos
• chapas limpias y bien
posicionadas
• soldadora, cables, brazos y
electrodos no recalentados
Es siempre corretto usar tiem-
pos cortos y corriente eleva-
da.
CARACTERISTICAS PRIN-
CIPALES
• Mando sincrono a diodos
controlados con ajuste de la
corriente de soldadura por
defasaje.
• Cos
ϕ
de primera inserción
ajustado para limitar
I’absorción de la línea.
Todos los mandos del control
están ilustrados en el siguiente
dibujo:
Los utensilios que no se utilizan
(pinzas 3696, pistola 3494)
deben estar con los electrodos
aislados.
La combinación de los utensilos
se muestra a la pag. 26 fig. 8.
KONTROLLE DER
SCHWEISSUNG
Die Kontrollfunktion dient dazu,
Schweißungen mit konstanter
Qualität auszuführen: Dieselbe
Zeit und derselbe Strom für je-
den Punkt. Die Festigkeit des
Schweißpunkt hängt von meh-
reren Faktoren ab, die folglich
konstant zu halten sind, im Ein-
zelnen:
• Durchmesser der
Elektrodenspitze oder die
Kontaktfläche und Form
• Konstanz der Elektroden-
kraft
• Sekundärkontakte nicht
oxidiert
• Kabel unversehrt, nicht
oxidiert oder mit unterbro-
chenen Leitern
• Saubere und gut angesetz-
te Bleche
• Schweißmaschine, Kabel,
Arme und Elektroden dür-
fen nicht überhitzt sein
Es ist stets korrekt, kurze Zei-
ten und hohe Stromwerte zu
verwenden.
HAUPTEIGENSCHAFTEN
• Synchronsteuerung mit kon-
trollierten Dioden und phasen-
abhängiger Schweißstrom-
regelung.
• Cos ϕ beim ersten Einschalten
reguliert, um die Leistungs-
aufnahme von der Leitung zu
begrenzen
Alle Steuerungen der Kontrol-
le werden in der nachstehen-
den Abbildung veranschau-
licht:
Die Werkzeuge (Zangen 3696,
Pistole 3494) müssen im Ruhe-
zustand mit isolierten Elektroden
verbleiben.
Die Kombination der Werkzeuge
wird auf der Seite 26, Abb. 8
gezeigt.