SALDATRICI ART. 4640N
÷
4644N - WELDERS ITEM 4640N
÷
4644N
PAG. 12 / 40 EDIZIONE/EDITION: GIUGNO/JUNE 2019
L'acqua di raffreddamento deve circolare nella saldatrice per
alcuni minuti dopo che si è terminata la produzione per
permettere il raffreddamento della macchina. Non lasciare
comunque inutilmente il circuito di raffreddamento aperto a
macchina inutilizzata per evitare perdite e la formazione di
condensa.
Gli elettrodi non devono essere utilizzati per avvicinare
forzatamente i pezzi da saldare.
Si consiglia di annotare per ogni tipo di pezzo le regolazioni
effettuate. Nelle ultime pagine di questo manuale abbiamo
inserito un modulo per facilitare questo compito.
4.1 - REGOLAZIONE MECCANICA
Regolazione dei bracci e degli elettrodi
I bracci sono regolabili in lunghezza per adattare la macchina
alle diverse esigenze di lavoro. L’aumento della lunghezza dei
bracci provoca una riduzione delle prestazioni per cui è
sempre consigliabile lavorare con la regolazione minore
possibile. Regolare la lunghezza del pedale per adattarlo alla
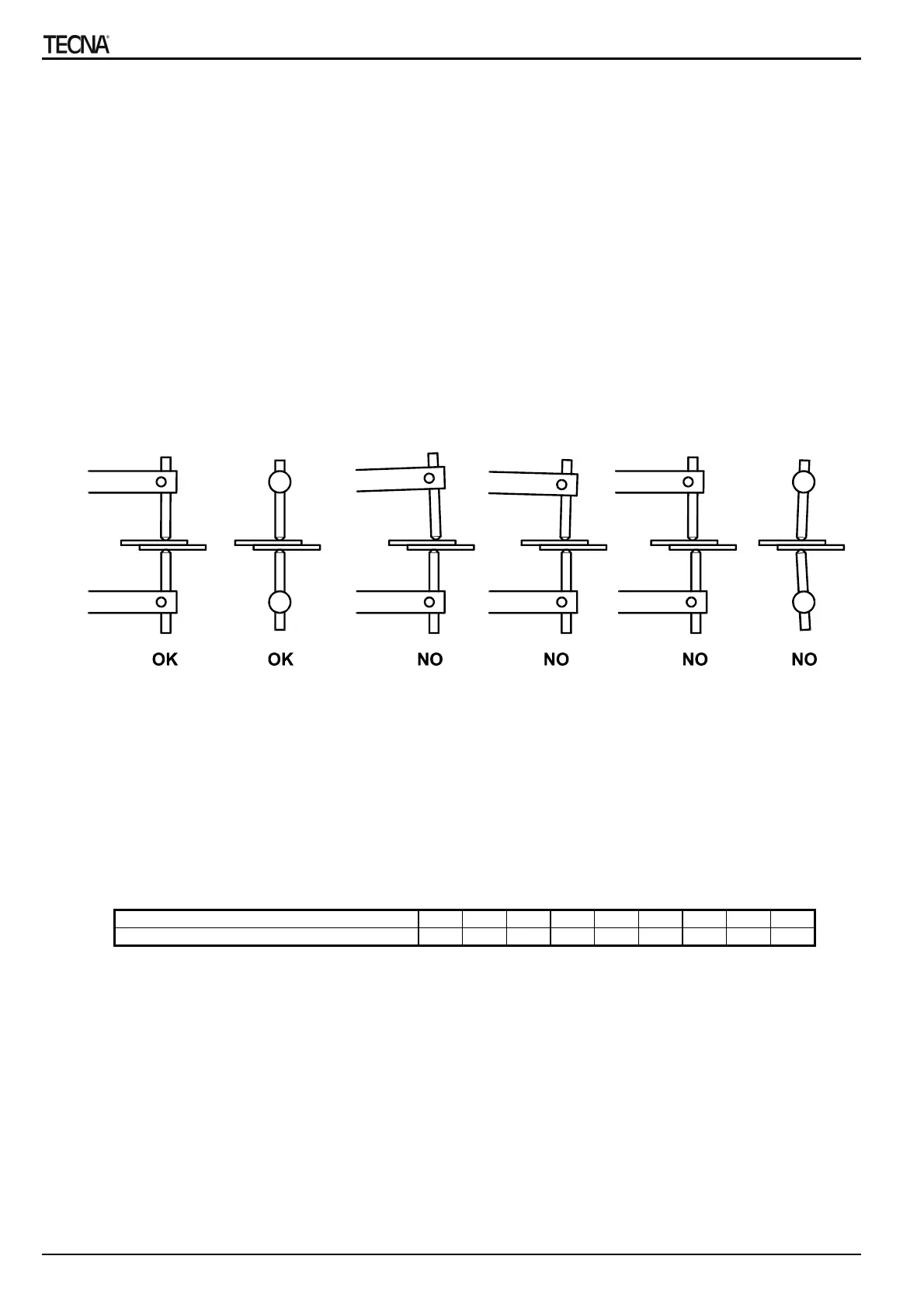
regolazione dei bracci. I portaelettrodi ed i bracci devono
essere regolati in modo che le punte degli elettrodi, nella
condizione di lavoro, coincidano perfettamente. I bracci,
quando stringono i pezzi da saldare, devono risultare paralleli.
Eseguire delle prove con la macchina spenta, alla forza agli
elettrodi necessaria per eseguire il lavoro, interponendo fra gli
elettrodi uno spessore pari a quello che si deve saldare. Se
necessario sfilare i bracci e i portaelettrodi ed effettuare la
regolazione.
E' sempre opportuno sistemare gli elettrodi con una lima fine o
con tela abrasiva. I migliori risultati si ottengono utilizzando
della tela abrasiva avvolta su un sostegno dello stesso
spessore delle lamiere da saldare. Il diametro degli elettrodi
deve essere portato ad un valore adatto alla saldatura che si
deve eseguire, tenendo conto dello spessore delle lamiere,
del tipo di materiale e della classe di saldatura prescelta. Per
la saldatura di acciaio si suggeriscono i seguenti valori:
The cooling water must circulate inside the welder for a few
minutes after having completed the production in order to
allow the welder cooling. To prevent from both losses and
moisture deposits, do not leave the cooling circuit open when
the unit is not used.
Electrodes must not be used to force the clamping of the
pieces to weld.
We recommend to notice the adjustments carried out for each
type of piece. In order to make it easier, a specific table has
been added at the end of this manual.
4.1 MECHANICAL SET UP
Arms and electrodes adjustment.
The arms length can be adjusted in comparison with the
different working exigencies. The lengthening of the arms
causes a lowering of the performances, so that it is advisable
always to work with the shortest available length. Adjust the
foot-control length according to the arms set-up. Under
working conditions, both arms and electrodes holder must be
adjusted in order to have the electrodes tip coincide. When
clamping the pieces to be welded, the arms must be in a
parallel position.
Carry out some tests with the welder switched off, using the
same electrodes force employed to carry out the work; place
among the electrodes a thickness equal to that which must be
welded. If it is necessary, pull out both arms and electrode-
holders and carry out the adjustment operations.
It is advisable to adjust electrodes with a fine file or with
sandpaper. The best performances can be reached by using
sandpaper folded upon a support having the same thickness
of the sheets to weld. The diameter of the electrodes must be
adjusted to a value suitable for the welding to be carried out.
The sheets thickness, the kind of material and the chosen
welding class must be taken into account. The following
values are suggested when welding steel:
Spessore lamiere - Sheet thickness mm
0,5 0,8 1 1,5 2 2,5 3 3,5 4
Diametro richiesto - Required diameter mm
4 4,5 5 6 7 7,5 8,5 9,5 11
"РУТЕКТОР" - сертифицированный дистрибьютор TECNA S.p.A. на территории РФ. rutector.ru info@rutector.ru 8 800 100 00 69
 Loading...
Loading...