interruptor magnetotérmico diferencial, en caso contrario instalar
fusibles del tipo indicado en la tabla 5.
INSTALACION DEL CIRCUITO DE REFIGERACION (SOLO
SERIE 7903)
Para tener una correcta refrigeración de la pinza son necesarios
150l/h de agua limpia a no más de 30 °C. Al realizar la conexión
tener cuidado, que los tubos estén limpios y no tengan trozos
del embalaje, y conectar la alimentación a la entrada G y la
descarga a la salida H, con el fin de que el agua fria alcance
primero los puntos de la máquina que estan sujetos a un mayor
calentamiento.
El sistema de refrigeración puede realizarse de distintas formas:
con agua perdida, en circuito cerrado, con intercambiador de
calor agua-aire o con refrigerador. Si el circuito es con agua
perdida, o con refrigerador y se trabaja con elevada humedad se
aconseja evitar el uso de agua a baja temperatura porque se
podria condensar en el interior de la máquina. En presencia de
aguas duras o calcáreas es necesario instalar un descalcificador
a la entrada del circuito de refrigeración de la máquina, en
evitación que a la larga los depósitos calcáreos obstruyan o
reduzcan los canales de refrigeración causando daños a la
máquina. En el caso de refrigeración en circuito cerrado, este
descalcificador se instalará antes de la alimentación del depósito
que contiene el agua de refrigeración
TRABAJO
Antes de iniciar el trabajo, controlar que la tensión de línea
corresponda a la de la máquina, que el enchufe y la instala
ción
estén en buenas condiciones y la línea sea de la sección
adecuada (ver tabla 5).
Verificar que las prestaciones deseadas estan dentro de las
tablas 3 y 4.
Los siguientes reglajes se efectuan antes de empezar el trabajo:
1 - Puesta a punto de los brazos y de los electrodos
2 - Reglaje de la fuerza a los electrodos
3 - Reglaje de los parametros de soldadura
Los siguentes párrafos explican detalladamente estas diferentes
fases.
Antes de empezar el trabajo, verificar que sean aplicadas todas
las normas de seguridad.
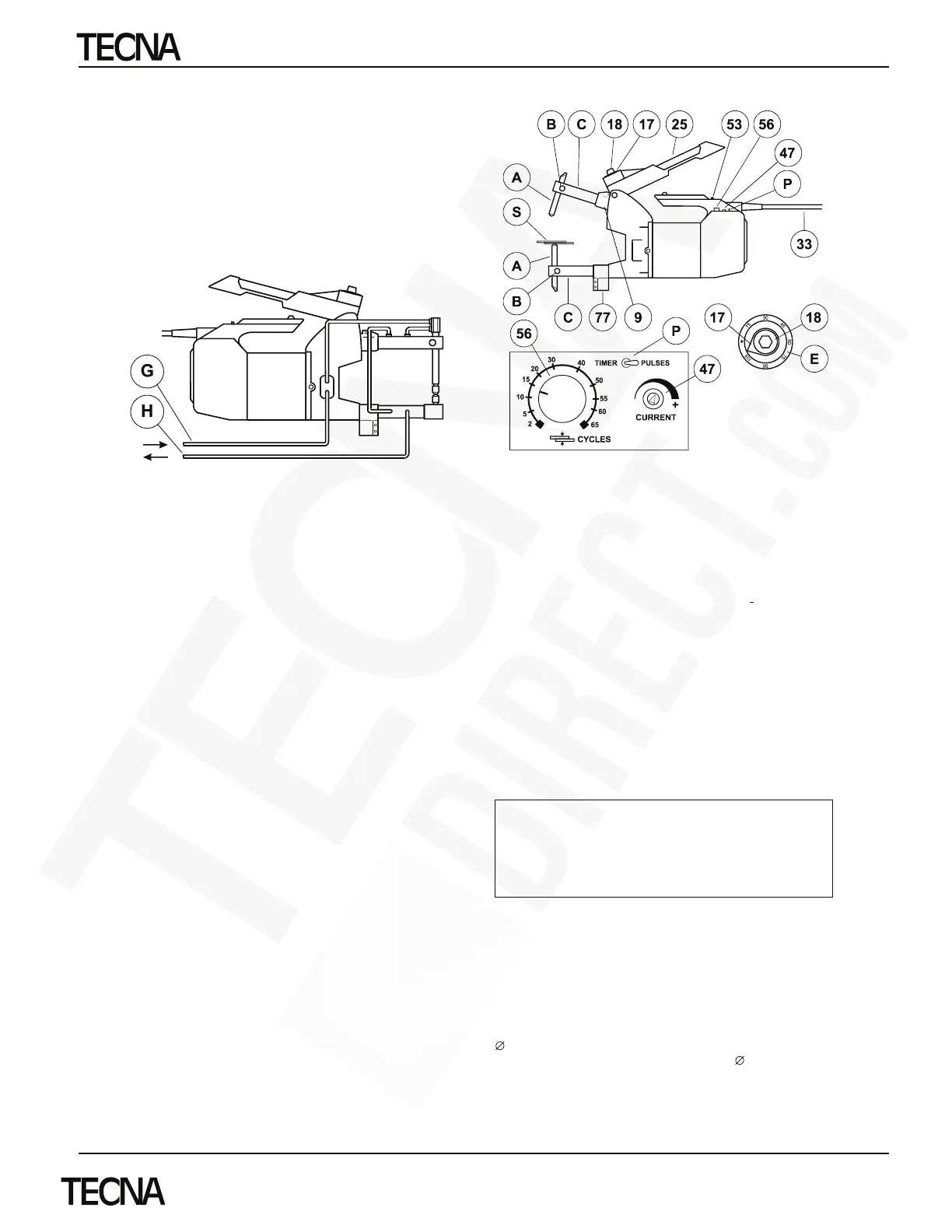
Accionando la leva (25) la máquina cierra los electrodos, y
aprietando el pulsador (53) se activa el temporizador que da
paso a la corriente de soldadura.
Mantener la fuerza de los electrodos 0,2"-0,8" después de
acabar el paso de la corriente, este retardo mejora la calidad del
punto.
Los electrodos no deben utilizarse para acercar las piezas a
soldar.
Controlar siempre los electrodos que deben estar limpios y sin
deformaciones. El diámetro de los electrodos troncoconicos
debe ser mantenido según el trabajo a efectuar.
A Electrodos
B Blocaje electrodos
C Brazos
E Escala fuerza electrodos
P Selector Temporizador-Pulsaciones (solo versiones P)
9 Portabrazo movil
17 Índice fuerza electrodos
18 Regulación fuerza electrodos
25 Leva aplicación fuerza electrodos
33 Cable de alimentación
47 Regulación corriente (solo serie 7902-7903)
.
53 Pulsador mando de soldadura
56 Regulación del tiempo de soldadura
77 Portabrazo fijo
Es aconsejable antes de iniciar el trabajo probar las condiciones
de soldadura (tiempo, presión, etc.) con dos retales de la chapa
que se deberá soldar; el punto es correcto cuando la prueba de
rotura a tracción provoca el desbotomaniento del nucleo soldado
apareciendo un agujero en una de las chapas. La rotura a
torsión muestra un área sin porosidad (fig. 5).
Cuando se termina el trabajo, desconectar la máquina de
alimentación eléctrica.
No transportar la puntatriz por el cable. No desenchufar la
clavija tirando del cable. No mantener el cable cerca de fuentes
de calor, aceites y bordes afilados.
Solo serie 7903.
El agua de refrigeración debe circular por la máquina durante
algunos minutos después de haber terminado de soldar con el
fin de permitir el enfriamiento de la máquina. No dejar abierto
inutilmente el circuito de refrigeración cuando no se emplee la
máquina con el fin de evitar perdidas y formación de agua
de
condensación.
REGLAJE
Puesta a punto de los brazos y electrodos
Con los electrodos A presionando las piezas a soldar, los brazos
C deben ser paralelos y las puntas de los electrodos deben
coincidir (fig. 1); para regularlos aflojar el tornillo de blocaje ( B),
ajustar el electrodo A y bloquear nuevamente. Si es necesario
sacar deslizando los brazos hasta un máximo de 6 mm (Fig. 2).
El desmontaje y regulación de los electrodos se consigue
aflojando el tornillo de blocaje B en los brazos con electrodos de
12 (serie 74XX) o desbloqueando la clavija, con un leve golpe
de martillo, en los brazos con electrodos de
10 (serie 75XX).
Para desmontar los electrodos en los brazos refrigerados se
empleará una llave.
7900 - 7902 / 7902P - 7903 / 7903P
DIRECT.COM
4943 Driscoll Road ¥ Warrensville Heights, OH 44146 USA
www.TECNADirect.com
PAGE 23
844-44-TECNA
DIRECT.COM