Según el trabajo a realizar, la punta de los electrodos será de
dos formas diferentes:
PUNTA ESFERICA
Esta forma no precisa de la adaptación del electrodo
al espesor de chapa a soldar siendo su
mantenimiento más fácil y rápido. El afilador, incluido
en la dotación de la máquina (solo en la serie 7900-
7902) permite restablecer rapidamente el estado
inicial de los electrodos. El afilador debe emplearse con un
taladro a la velocidad de 300-600 revoluciones por minuto.
Los electrodos de punta esférica no se utilizan en los brazos de
longitud superior a 250 mm.
PUNTA TRONCO-CONICA
Esta forma permite obtener los mejores resultados
cualitativos. Además, la punta tronco-cónica reduce la
huella de los electrodos sobre las chapas. El diámetro
de la punta del electrodo debe ser el adecuado para el
espesor de chapa que se está soldando (ver tab.2). Si
los espesores de las dos chapas a soldar son diferentes, el
diámetro de la punta de cada electrodo estará en relación con el
espesor de la chapa con la cual está en contacto (fig.
4). Los
diámetros de la punta del electrodo en la tabla 2 no deben ser
sobrepasados, de esa forma se evitan calentamientos excesivos
y realización de puntos débiles. La punta tronco-cónica puede
obtenerse a partir de la punta esférica situando la lima entre los
electrodos (ver fig.3).
Los electrodos de los brazos refrigerados siempre son con
punta tronco-cónica.
Antes de empezar un trabajo, es siempre aconsejable arreglar
los electrodos empleando una lima fina o tela esmeril.
Para el arreglo de los electrodos del tipo tronco-cónicos se
obtienen buenos resultados envolviendo con tela esmeril un
soporte de espesor igual a las chapas a soldar.
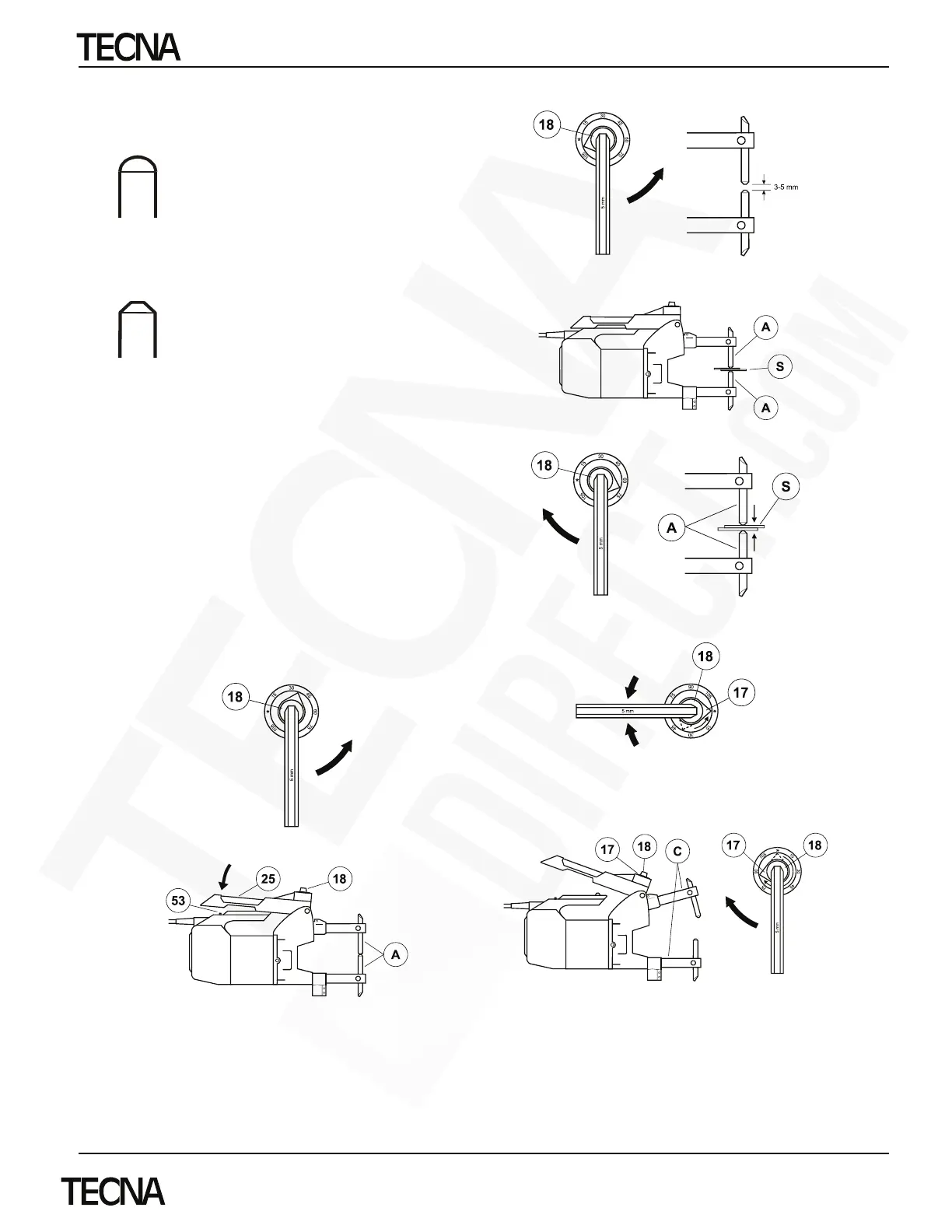
Reglaje de la fuerza a los electrodos
La máquina está dotada del reglaje de la fuerza a los electrodos
que permite conocer el valor ajustado. Antes de ajustar es
necesario poner a cero el índice de fuerza como sigue:
1) Desconectar la máquina de l’alimentación eléctrica.
2) Aflojar el tornillo 18 con la llave Allen de 5 mm.
3) Bajar la leva (25) hasta accionar el pulsador (53).
4) Aflojar el tornillo (18) hasta separar los electrodos (A) algunos
mm.
5) Colocar las chapas (S) a soldar entre los electrodos (A).
6) Girar el tornillo (18) en sentido horario hasta que los
electrodos (A) aprieten debilmente las chapas (S).
7) Mantener fijo el tornillo (18), y llevar el indice (17) sobre cero.
Cuando se ha terminado la puesta a cero, es posible ajustar
directamente el valor requirido de la fuerza a los electrodos
girando el tornillo (18) en sentido horario con los brazos (C)
abiertos.
El valor a utilizar varia en relación al espesor de las chapas a
soldar, y puede seleccionarse valiendose de la experiencia
personal o de las tablas de soldadura (ver tab.2).
7900 - 7902 / 7902P - 7903 / 7903P
DIRECT.COM
4943 Driscoll Road ¥ Warrensville Heights, OH 44146 USA
www.TECNADirect.com
PAGE 23
844-44-TECNA
DIRECT.COM