- Ne pas souder sur des emballages, des récipients ou commute la tension/courant alternée fournie par le
des tuyauteries ayant contenu des produits bobinage
inflammables liquides ou gazeux. secondaire en courant/tension continu très peu
- Eviter de souder sur des matériaux nettoyés avec des ondulatoire.
solvants chlorurés ou à proximité de ceux-ci.
5 - Platine électronique et de réglage: contrôle
instantanément la valeur du courant de soudage et la
- Eloigner du lieu de travail tous les matér iaux
compare avec la valeur déterminée par l'opérateur;
inflammables (par exemple bois, papier, chiffons, etc.).
module les impulsions de commande des drivers des
- S'assurer qu'il est possible de changer l'air de façon
IGBT qui effectuent le réglage.
adéquate ou qu'il y a, près de l'arc, des appareils
Détermine la réponse dynamique des transitoires de
pouvant aspirer les fumés de soudage.
courant pendant la fusion de l'électrode (court-circuits
instantanés), et dirige les systèmes de sécurité.
Contrôler les compteurs de temps pour le gaz et la
rampe de courant. Contrôler les entrées et les sorties.
6 - Générateur amorce HF
,
7 - Electrovannes gaz protection.
*
- Toujour se protéger les yeux à l'aide de verres
8 - Réglage à distance .
inactiniques spéciaux, montés sur les masques ou sur
les casques. Utiliser des gants et des vêtements de
protection afin d'éviter d'exposer l'épiderme aux rayons
Organes de connexion, réglage et signalisation
ultraviolets produits par l'arc.
PANNEAU ARRIÈRE
- Toujours fixer la bouteille de gaz avec des moyens
Fig. B
adaptés, capablent d'éviter toutes chutes accidentelles.
1 - Câble d'alimentation 3ph + (PE).
- Ne pas approcher la torche ou la pince porte-électrode
2 - Interrupteur général O/OFF - I/ON .
de la bouteille de gaz.
3- Connecteur régulateur à distance (v.OPTIONS)
- Tenir la bouteille à l'abri des sources de chaleur, y
4- Raccord pour branchement tube gaz (réducteur
compris des rayons solaires.
pression bouteille gaz-machine).
- Ne pas utiliser la machine pour décongeler les tubes
- Appuyer la machine sur un plan horizontal pour éviter
Panneau anterieure.
le renversement
Fig. C
1- Prise rapide positif (+) pour connecter le câble de
soudage.
ASPECTS GENERAUX
2- Prise rapide négatif (-) pour connecter le câble de
Le modèle TIG est un redresseur à courant constant pour
soudage.
soudage à l'arc, contrôlé par un pont à transistor (IGBT),
3- Potentiomètre pour le réglage du courant de soudage
ayant une fréquence typique de fonctionnement de 32 Khz.
avec échelle graduée en ampères, permet le réglage
Les caractéristiques spécifiques de ce système de réglage
même pendant le soudage.
(INVERTER), grande vitesse et précision du réglage,
4- VOYANT LUMINEUX JAUNE: Normalement éteint.
confèrent à la machine d'excellentes qualités de soudage
Quand il est allumé il indique une anomalie qui bloque le
avec tous les types d'électrodes enrobé
passage du courant de soudure pour des raisons
es, et de soudage TIG (d.c.).
diverses. Ces raisons peuvent être:
Le réglage par système "inverter" à l'entrée de la ligne
- Protection thermique: La température interne à la
d'alimentation (primaire) détermine également une
machine est trop élevée. La machine reste allumée
remarquable réduction de volume, autant du transformateur
sans émettre de courant jusqu'à obtention de la
que de la réactance de nivellement, et donc la ré
température normale. La remise en marche se fait
duction du volume et du poids de la machine, au profit de
automatiquement.
son déplacement et de son transport.
- Protection pour surtension et sous-tension de ligne:
La machine est essentiellement constituée d'un module de
bloque la machine si la tension de ligne est trop élevée
puissance et d'un module de réglage/contrôle réalisés sur
(supérieure à 460V ca), ou trop basse (inférieure à
circuit imprimé et optimisés pour obtenir le maximum de
fiabilité et le minimum d'entretien.
Fig. A
Description:
1 - Entrée d'alimentation 3ph, groupe redresseur et
condensateurs de Nivellement.
2 - Pont switching à transistors (IGBT) et drivers: il commute
la tension de ligne redressée en tension alternée à haute
fréquence (typ. 32 KHz) et effectue le réglage de la
puissance en fonction du courant/tension de soudage
demandé.
3 - Transformateur à haute fréquence: le bobinage primaire
est alimenté par la
tension convertie par le bloc 2; il a pour fonction
d'adapter la tension et le courant aux valeurs
nécessaires au soudage TIG à l'arc et, en même temps,
d'isoler galvaniquement le circuit de soudage de la ligne
d'alimentation.
4 - Pont redresseur secondaire avec inductance de
nivellement et capteur du courant de soudage: il
- Ne pas souder sur des récipients sous pression.
330V ca). Le rétablissement est automatique quand la
tension rentre dans les limites.
- Protection contre les courts-circuits: Il y a un court-
circuit d'une durée supérieure à 1.5 sec. (collage de
l'électrode) et la machine se bloque. La remise en
marche se fait automatiquement.
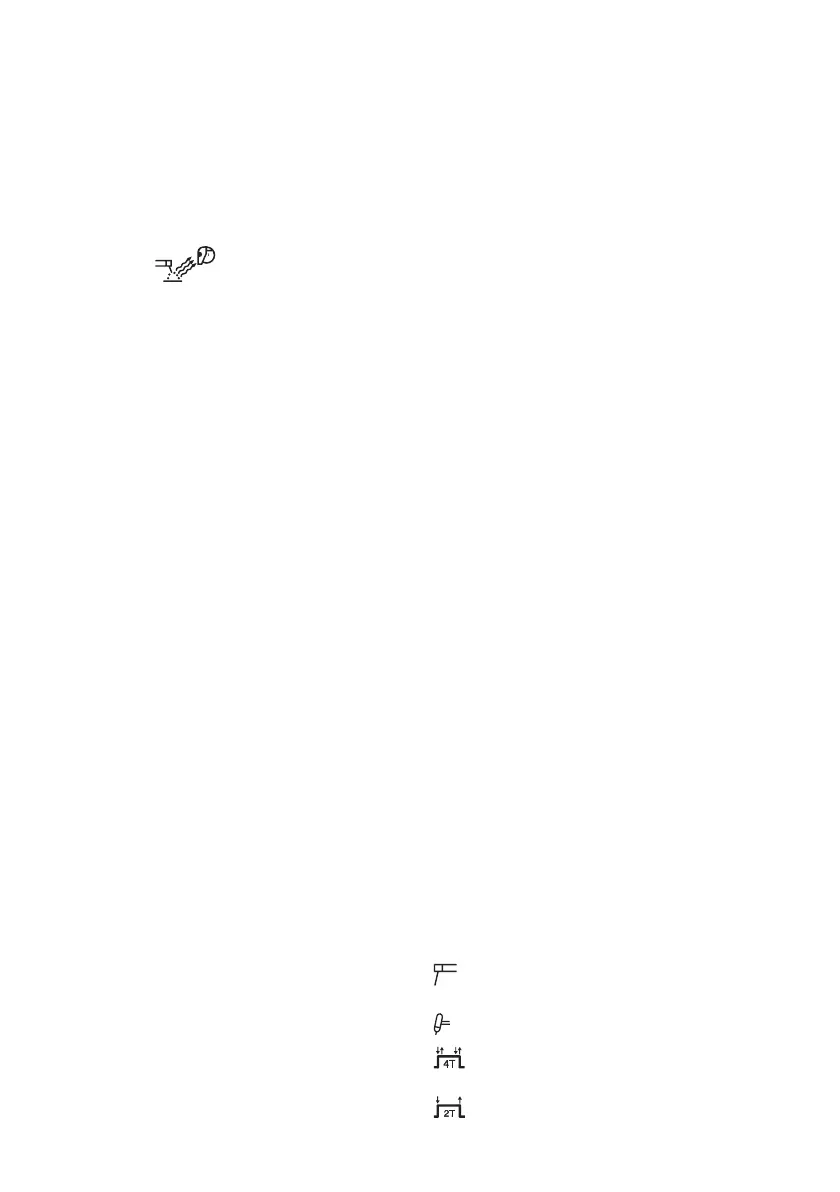
5 - Sélecteur procédé de soudage (électrode ou tig) et
fonctions bouton-poussoir chalumeau (2 ou 4 temps):
SOUDURE AVEC ÉLECTRODE REVÊTUE
(MMA) avec sélecteur en position basse
SOUDURE TIG:
Bouton-poussoir chalumeau relâché (4 temps)
avec sélecteur au centre;
Bouton-poussoir chalumeau maintenu (*) avec
sélecteur en haut;
6