6-5. Brazing of Pipes
6-5-1. Materials for Brazing
1. Silver brazing filler
Silver brazing filler is an alloy mainly composed
of silver and copper.
It is used to join iron, copper or copper alloy, and
is relatively expensive though it excels in
solderability.
2. Phosphor bronze brazing filler
Phosphor bronze brazing filler is generally used
to join copper or copper alloy.
3. Low temperature brazing filler
Low temperature brazing filler is generally called
solder, and is an alloy of tin and lead.
Since it is weak in adhesive strength, do not use
it for refrigerant pipes.
1) Phosphor bronze brazing filler tends to react
with sulfur and produce a fragile compound
water solution, which may cause a gas leakage.
Therefore, use any other type of brazing filler
at a hot spring resort, etc., and coat the surface
with a paint.
2) When performing brazing again at time of
servicing, use the same type of brazing filler.
6-5-2. Flux
1. Reason why flux is necessary
• By removing the oxide film and any foreign
matter on the metal surface, it assists the flow
of brazing filler.
• In the brazing process, it prevents the metal
surface from being oxidized.
• By reducing the brazing filler's surface tension,
the brazing filler adheres better to the treated
metal.
2. Characteristics required for flux
• Activated temperature of flux coincides with the
brazing temperature.
• Due to a wide effective temperature range, flux
is hard to carbonize.
•
It is easy to remove slag after brazing.
• The corrosive action to the treated metal and
brazing filler is minimum.
• It excels in coating performance and is
harmless to the human body.
As the flux works in a complicated manner as
described above, it is necessary to select an
adequate type of flux according to the type and
shape of treated metal, type of brazing filler and
brazing method, etc.
3. Types of flux
• Noncorrosive flux
Generally, it is a compound of borax and boric
acid.
It is effective in case where the brazing
temperature is higher than 800°C.
• Activated
flux
Most of fluxes generally used for silver brazing
are this type.
It features an increased oxide film removing
capability due to the addition of compounds
such as potassium fluoride, potassium chloride
and sodium fluoride to the borax-boric acid
compound.
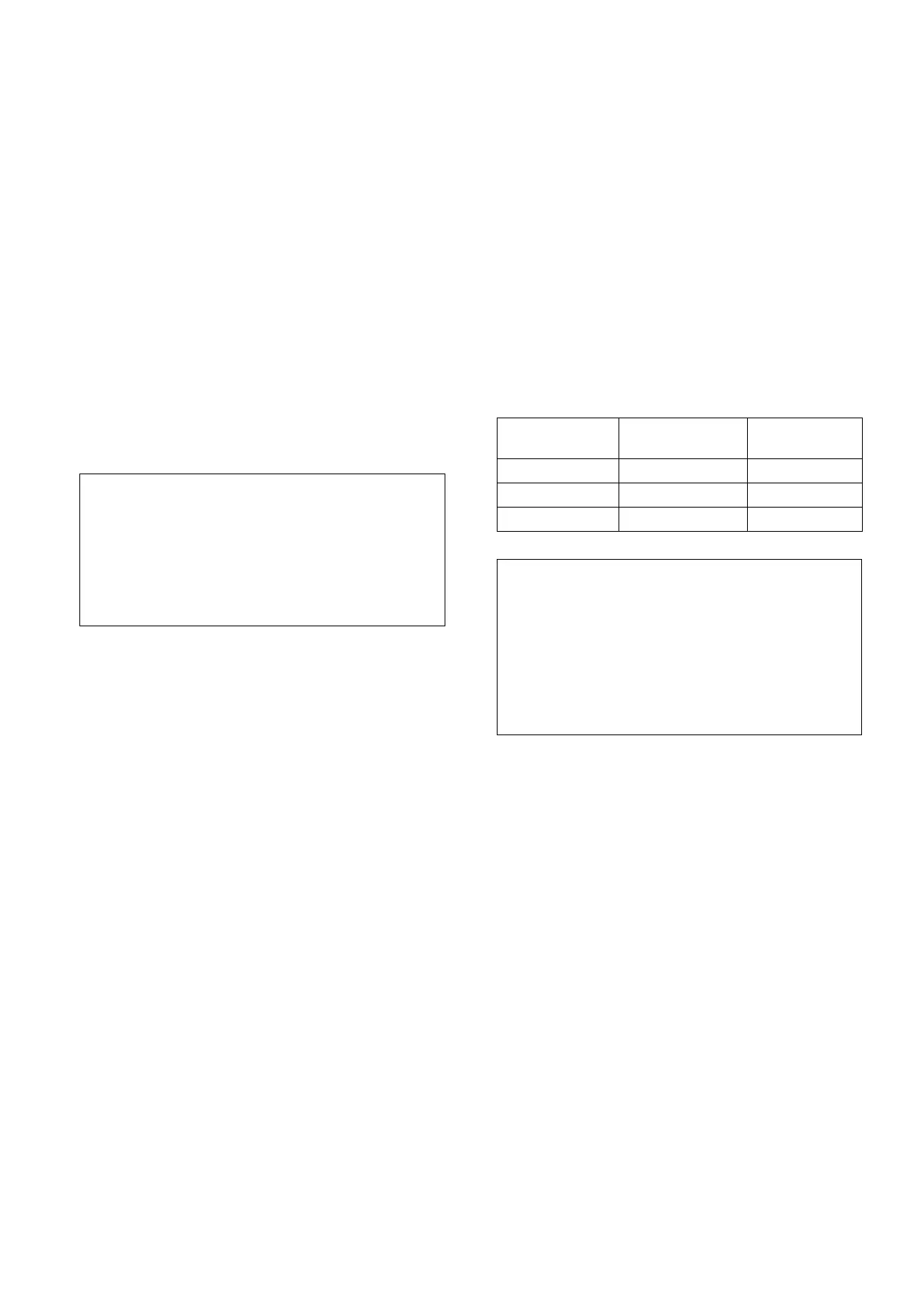
4. Piping materials for brazing and used
brazing filler/flux
Piping
material
Used brazing
filler
Used
flux
Copper - Copper Phosphor copper Do not use
Copper - Iron Silver Paste flux
Iron - Iron Silver Vapor flux
1)
2)
Do not enter flux into the refrigeration cycle.
When chlorine contained in the flux remains
within the pipe, the lubricating oil deteriorates.
Therefore, use a flux which does not contain
chlorine.
3) When adding water to the flux, use water which
does not contain chlorine
(e.g. distilled water or ion-exchange water).
4) Remove the flux after brazing.
 Loading...
Loading...