WTK-SVN001-EN
7
Connection Unit
with Brazing Procedure
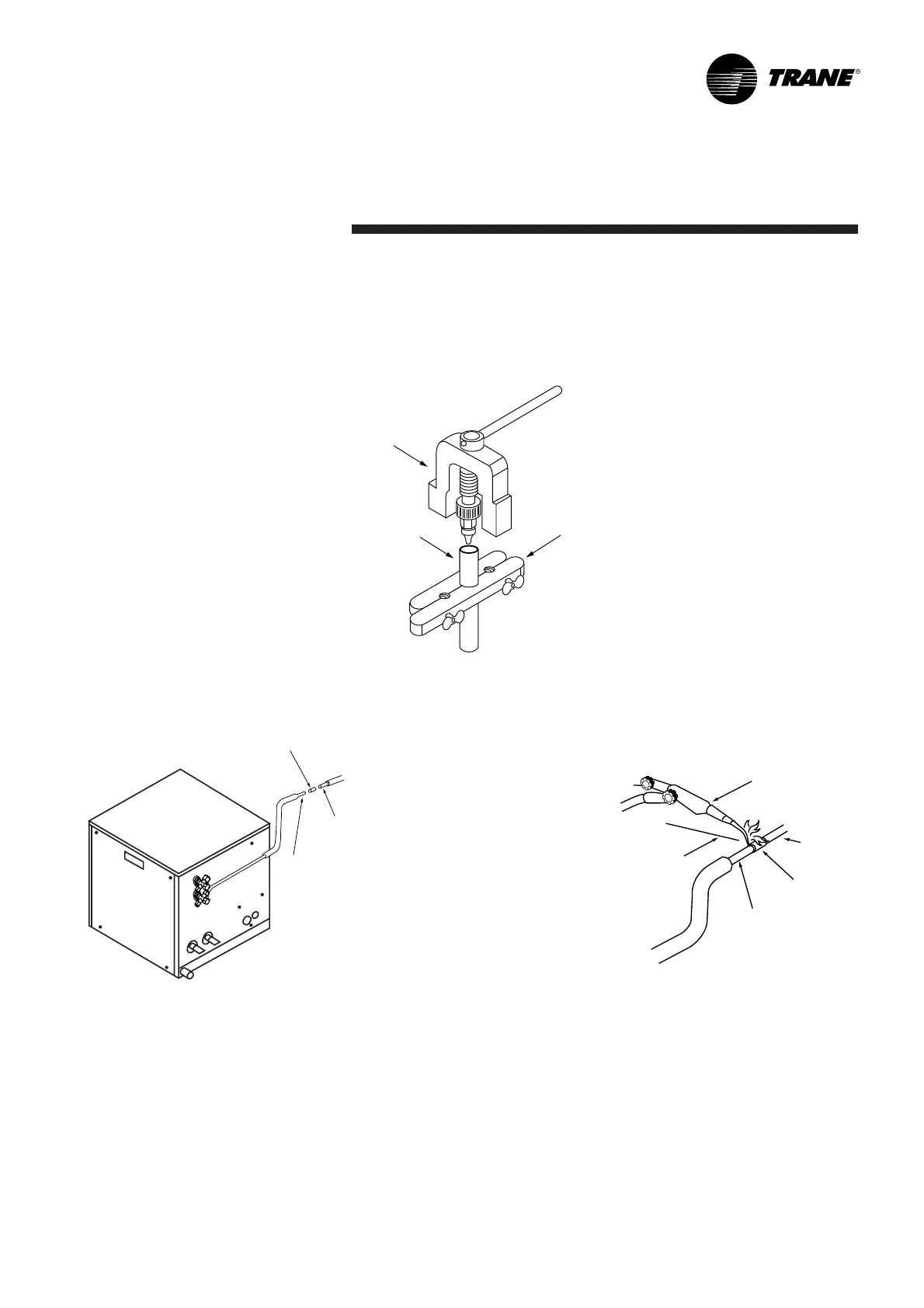
Figure 9
Tube enlarging
tool
Copper
tube
Tube fixing
tool
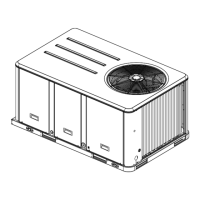
COMMET 3
Brazing
wire
Brazing head
(torch)
Copper tube from
condensing unit
Tube
connector
(straight)
Figure 10
Connection Unit with Brazing
Procedure
1. Cut the copper tube to the require
length with the tube cutter. It is
recommended to cut approximately
20-30 cm longer than the tube
length you estimate and put in the
straight line while cutting.
2. After cutting, remove burrs at the
end of copper tube with a tube
reamer. Hold the end downward
and be sure that no copper scraps
fall into the tube (Figure 2).
3. There are 2 methods to connect
copper tube
- Use tube connector between
copper tube from fan-coil unit and
copper tube from condensing unit
(Figure 8).
Copper tube from
condensing unit
Copper tube from
fan coil unit
Figure 8
Tube connector
(straight)
- Expand copper tube with the tube
enlarging tool (Figure 9).
4. Clean copper tube surfaces
both inside and outside before
connection, expansion, or brazing.
5. Insulate the entire gas line.
6. Do not allow uninsulated liquid line
to come in direct contact with bare
gas line.
7. Precautions should be taken to
avoid heat damage to the pressure
tap valve core during brazing. It is
recommended that a wet rag be
wrapped around the valve body.
8. It is recommended to use braze
shield, soak pad in water and place
over suction and liquid lines to
protect unit finish.
9. To braze the copper tube, before
brazing a copper tube to a solder
coupling or a copper tube to an
expanded tube, do not forget to
keep them tight as shown in
figure 10.
10. Use a dry nitrogen purge and
brazing alloy without flux when
brazing the field line to the copper
factory connection. Flow dry
nitrogen into either valve pressure
tap port, through the tubing and
out the other port while brazing.
11. Braze using accepted good
brazing techniques.