16
Inbetriebnahme
Inbetriebnahme
Hinweis: Beachten Sie, dass die Stromquelle beim TIG-Schweißen (HF-TIG-Schweißen und
TIG-Abstandsschweißen) solange aktiviert bleibt, bis die ausgewählte Stromabfallphase
abgelaufen ist
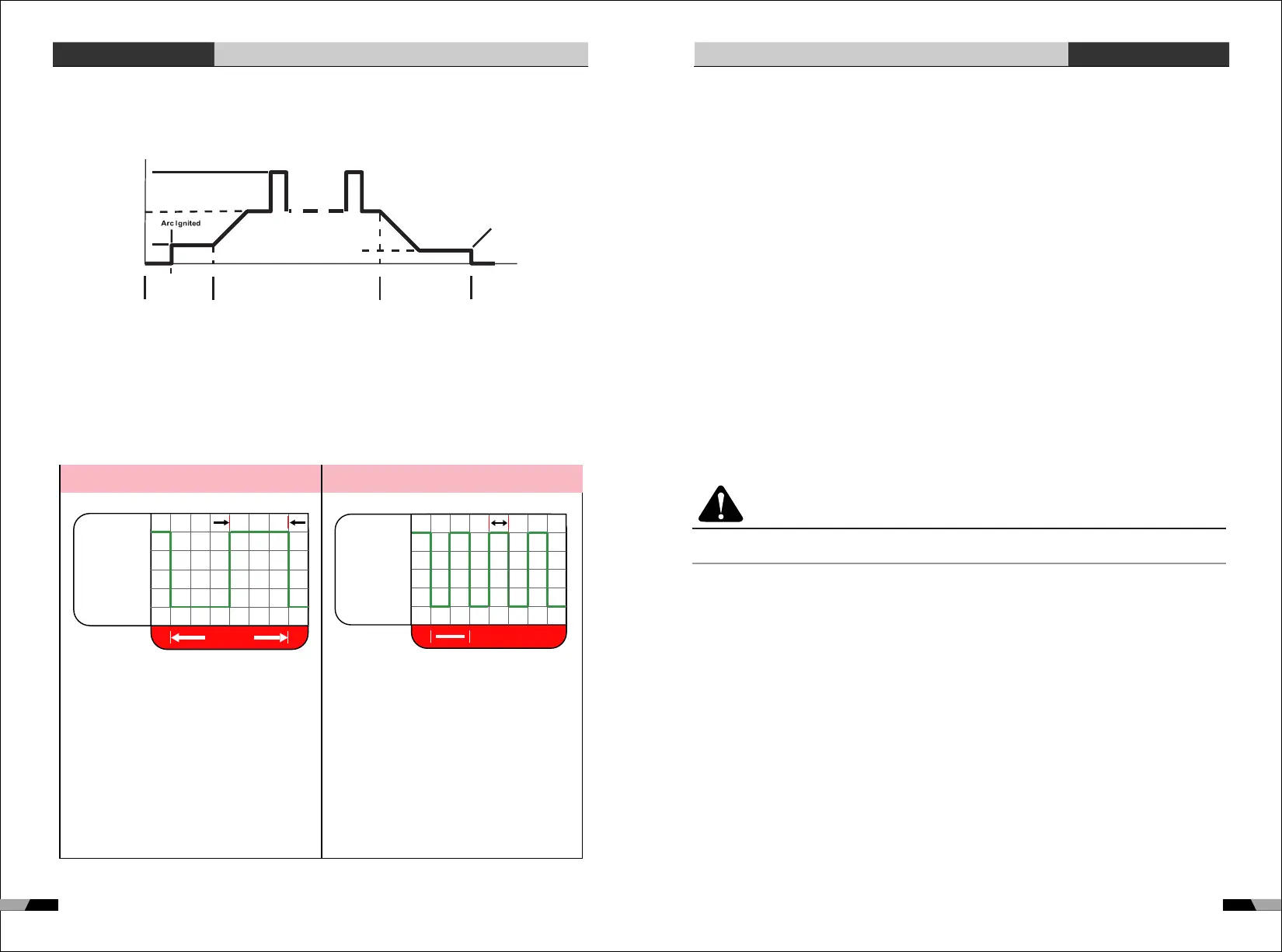
Ampere
hohe
Stromstärke
Ausgangs-
stromstärke
geringe
Stromstärke
Gas
Vorlauf
Drücken & Halten
des Auslösers
Drücken & Halten
des Auslösers
Entzündung
des Lichtbogens
Gas Nachlauf
Zeit
Loslassen
des Auslösers
Loslassen
des Auslösers
Stromanstieg
Stromabscnkung
Schweißstrom.
Hinweis:(AC/DC TIG 200P Keine Plasmaschneidefunktion).
12. Puls Wahlschalter
herkömmliche Puls TIG
High Speed Puls TIG
Maximal
Stromstärke
Maximal
Stromstärke
Hintergrund
Stromstärke
(% von max.)
Hintergrund
Stromstärke
(% von max.)
Pulszyklus Pulszyklus
Normalerweise von 1 bis 10 PPS. Liefert
einen Erhitz- und Abkühleffekt auf den
Schweißpool und kann die Verzerrung durch
Verringern der durchschnittlichen
Stromstärke reduzieren. Der Erhitz- und
Abkühleffekt produziert ein deutliches
Wellenmuster in der Schweißraupe. Die
Beziehung zwischen Pulsfrequenz und
Flussgeschwindigkeit legt die Distanz
zwischen den Wellen fest. Langsames
Pulsieren can mit Schweißzusatz ergänzt
werden, um die Kontrolle über den
Schweißpool zu erhöhen.
Bei Überschreitung von 40 PPS wird das
Pulsschweißen mehr hörbar und weniger
sichtbar und verursacht durch erhöhte Pool
Bewegung eine besser geschweiße
Mikostruktutr.
Durch das häufige Wechsel zwischen hoher
Maximalstromstärke und geringer
Hintergrund Stromstärke entsteht ein besser
gebündelter Lichtbogen. Hieraus resultiert ein
besseres Eindringen und eine schnellere
Bewegungsrate. Der Effekt des
Lichtbogenformens, der durch ehöhtes
Pulsieren kommt erreicht neue Dimensionen
Spitzenzeit (%)
Spitzenzeit (%)
11. Funktionswahlschalter
Funktionswahlschalter dient zur Auswahl des gewünschten Schweißmodus. Es stehen
drei Modi zur Auswahl: GTAW (TIG), Manuelles Schweißen mit Stabelektrode (STICK).
13. Plus-Schweißanschluss
Der Schweißstrom fließt von der Stromquelle über Hochleistungsanschlüsse mit Bajonet-
tverriegelung. Es ist jedoch darauf zu achten, dass der Stecker eingesteckt und festgezo-
gen ist, um einen guten elektrischen Anschluss zu gewährleisten
14. 5-polige Steuerbuchse
Die 5-polige Buchse wird zum Anschließen eines Brennerschalters oder einer Fernbe-
dienung an die Schaltkreise der Schweißstromquelle verwendet.
16. Minus-Schweißanschluss
Der Schweißstrom fließt von der Stromquelle über Hochleistungsanschlüsse mit Bajonet-
tverriegelung. Es ist jedoch darauf zu achten, dass der Stecker eingesteckt und festgezogen
ist, um einen guten elektrischen Anschluss zu gewährleisten.
18. Gaseingangsschnittstelle
Die Gasschnittstelle ist mit dem Ausgangsanschluss des pneumatischen Ventils
verbunden, und nachdem die Verbindung abgeschlossen ist, wird erfasst, ob ein
Gasleckphänomen vorliegt.
17. Der Power - schalter
Nachdem die Stromversorgung eingeschaltet wurde, wird der Powerschalter auf “AN”
geschaltet. Die Maschine kann nun in Gebrauch genommen werden. Zum Abschalten
Gerätes den Powerschalten auf “AUS” schalten und die Stromversorgung trennen.
Wackelkontakte an den Schweißanschlüssen können zu Überhitzung führen, so dass
der Stecker in der Bajonettfassung schmilzt.
VORSICHT
15. Integrierte Schnittstelle Gas/Strom
Verbinden Sie den einteiligen WIG-Brenner für Gas/Elektrizität und den Plasmabrenner.
AC/DC SERIENAUSRÜSTUNGAC/DC SERIENAUSRÜSTUNG
17