caractéristique volt-ampère
La relation entre la tension
de chargement
conventionnelle et le courant
de soudage
Point de travail
caractéristique volt-ampère
La relation entre la tension
de chargement
conventionnelle et le courant
de soudage
Point de travail
2.3 Caractéristique Volt- Ampère
TIG Lorsque I ≤600A, U = 10 + 0.04 I (V);
2 2 2
Quand I > 600A, U = 34 (V) ist.
2 2
MMA Lorsque I ≤600A, U = 20 + 0.04 I (V);
2 2 2
Quand I > 600A, U = 44 (V) ist
2 2
CUT Lorsque I ≤600A, U = 80 + 0.04 I (V);
2 2 2
AC/DC TIG 200P, AC/DC Plasma TIG 200P Machine
de soudage a une excellente caractéristique de
volt-ampère,dont le graphe est représenté comme la
figure suivante. La relation entre la tension de charge
nominale U classique et le courant de soudage
2
classique I est la sui-vante:
2
2.4 Spécifications
Description
Poids
Dimensions de la machine à souder
(Longueur x Largeur x Hauteur)
Refroidissement
Type de soudeur
Europäische Normen
Tension secteur
Fréquence du réseau
Plage de courant de soudage (mode TIG)
Plage de courant de soudage (mode MMA)
Plage de courant de soudage (mode CUT)
Exigence de générateur monophasé
Cycle de service, 40 ° C, 10 min (TIG)
Cycle de service, 40 ° C, 10 min (MMA)
Cycle de service, 40 ° C, 10 min (CUT)
Tension en circuit ouvert
Classe de protection
Courant d'entrée maximum
Courant d'entrée effectif
Classe d'isolation
Ventilateur refroidi Ventilateur refroidi
Source d'alimentation
del'onduleur multi-process
Source d'alimentation
del'onduleur multi-process
8.7kg
425x152x291
ACDC TIG 200P
EN 60974-1 / IEC 60974-1
1 x 230 Volt ±15%
9.5kg
425x152x291
ACDC Plasma TIG 200P
EN 60974-1 / IEC 60974-1
1 x 230 Volt ±15%
10-200 A
30-170 A
20-40 A
15.4 A 15.4 A
30.9A 30.9A
10KVA
200A@ 40%18V
126A@ 100%15V
200A@ 40%18V
126A@ 100%15V
170A@ 25%26.8V
85A@ 100%23.4V
170A@ 25%26.8V
85A@ 100%23.4V
IP23
H
50/60Hz
TIG/MMA(60V DC)
TIG/MMA(60V DC)
Plasma(270V DC)
10-200A
30-170 A
10KVA
40A@ 40%96V
25A@ 100%90V
IP23
H
50/60Hz
REMARQUE
Note 1: Le courant d'entrée effectif doit être utilisé pour déterminer la taille du câble et les
exigences d'alimentation.
Note 2: Exigences du générateur au cycle de rendement maximal..
Note 3:
Des fusibles de démarrage du moteur ou des disjoncteurs thermiques sont recom-
mandés pour cette application. Vérifiez les exigences locales pour votre situation
à cet égard.
En raison des variations pouvant survenir dans les produits manufacturés, les performances,
les tensions, les valeurs nominales, toutes les capacités, les mesures, les dimensions et les
poids cités sont approximatifs. Les capacités et les cotes réalisables en utilisation et en
fonctionnement dépendront de l'installation, de l'utilisation, des applications, de la maintena-
nce et du service corrects.
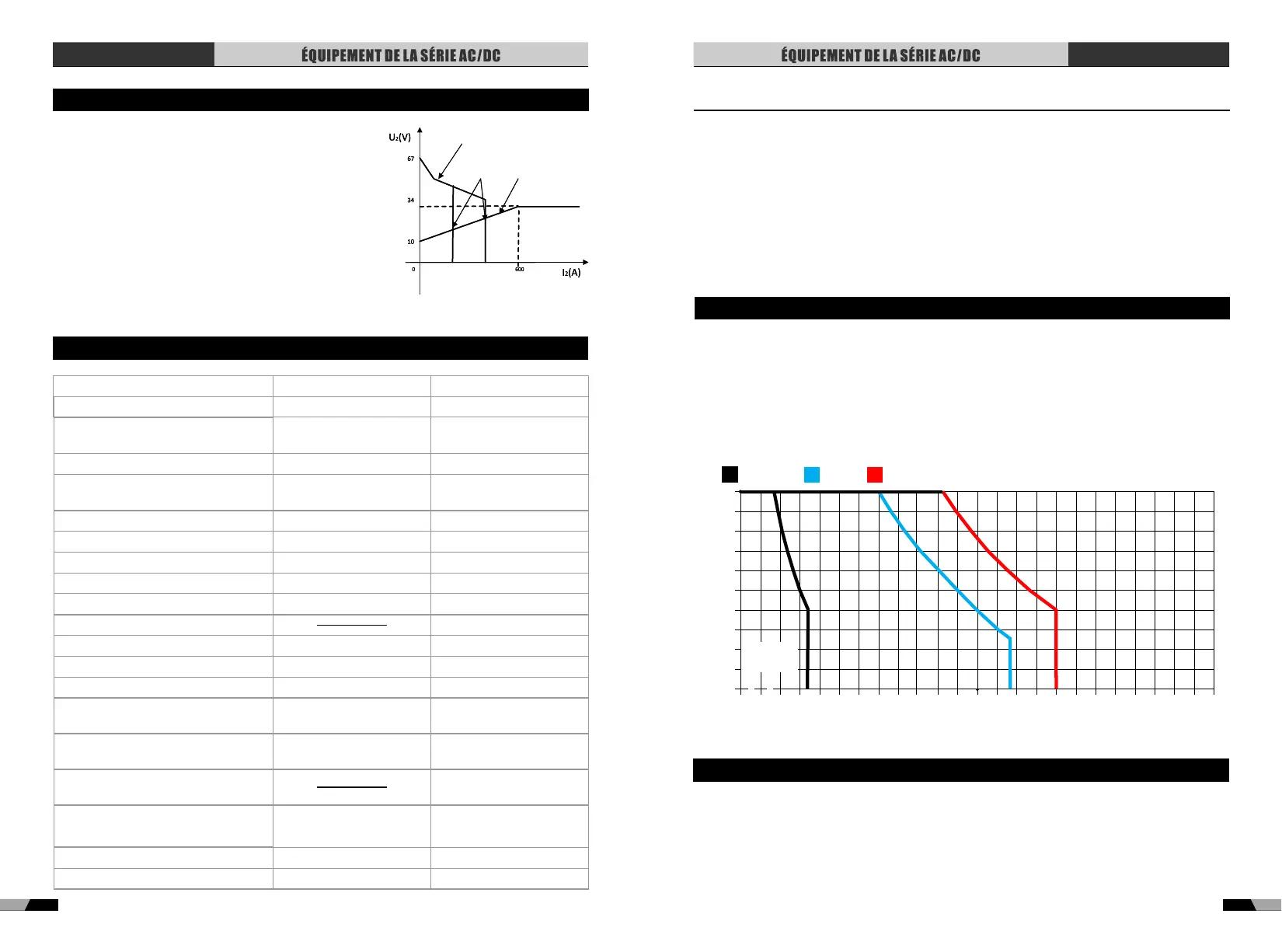
2.5 Cycle de service
Le rapport cyclique nominal d'une source d'alimentation de soudage est une indication du
temps pendant lequel elle peut fonctionner à sa sortie nominale de courant de soudage
sans dépasser les limites de température de l'exemple suivant. Supposons qu'une source
d'alimentation de soudage soit conçue pour fonctionner à un cycle de service de 40%, 200
ampères à 18 volts. Cela signifie qu'il a été conçu et construit pour fournir l'ampérage
nominal (200 A) pendant 5 minutes, c'est-à-dire le temps de soudage à l'arc, toutes les 10
minutes (40% de 10 minutes sont 5 minutes). Pendant les 5 autres minutes de la période
de 10 minutes, la source d'alimentation de soudage doit tourner au ralenti et permettre le
refroidissement. La coupure thermique fonctionnera si le cycle de service est dépassé.
Courant de soudage(AMPS)
Cycle de service (POURCENTAGE)
2.6 Articles emballés
◆ Tuyau de gaz 2m 5x8
◆ Régulateur d'air
◆ Manuel d'utilisation
◆ Torche à plasma 4m PT-31
(ACDCPlasma TIG 200P)
◆ Porte-électrode 200 Amp avec câble 3m
ACDC TIG 200P / ACDC Plasma TIG 200P
◆Torches TIG 4m WP-26
25
25
50
50
75
75
100100 125
0 125 150
150 175
175
00
1010
2020
3030
4040
5050
6060
7070
8080
9090
1 001 00
0 200 225 250 275
275
300
(Plasma) (MMA) (WIG)
Opération
sûre
◆ Pince de mise à la terre 300 ampères
avec câble 3M
RésuméRésumé
102
103