7. Toutes les rallonges du câble d'alimentation doivent avoir la même section que le câble
d'alimentation. Les fils d'extension, cependant, ne devraient être utilisés que lorsque
c'est absolument nécessaire. Il est important de noter que toute extension des câbles
principal ou des câbles de la torche peut affecter les performances de coupe de cet
équipement, car la résistance du câble réduit l'entrée de tension, qui est déterminée
par la longueur du câble. La longueur des câbles principaux et des câbles de la torche
fournie est recommandée.
8. Fixer la pince de terre à la pièce à couper. Si la surface de la pièce à couper est peinte,
rouillée ou recouverte de matériau isolant, nettoyer la surface de façon à obtenir un
contact satisfaisant entre la pièce et la pince de terre.
9. Assurez-vous que la torche a été assemblée avec les composants appropriés et que la
pointe de coupe convient au courant de coupe.
10. Raccorder l'air au régulateur et ajuster le régulateur pour délivrer 5-6 bar 90ltr / min.
11. Allumez l'unité en utilisant l'interrupteur principal situé à l'arrière.
12. Appuyez sur la torche de coupe pour obtenir un pilote de la pointe de cuivre, lorsque ce
pilote est à la pièce, l'opération de coupe commence.
13. Une fois la coupe terminée, relâchez le bouton de la torche pour éteindre l'arc. Une
période de post-écoulement de 45 à 75 secondes (nécessaire pour le refroidissement
de la torche) suivra. Ne déconnectez pas l'air tant que cette période de refroidissement
n'est pas terminée. Si vous ne le faites pas, vous risquez d'endommager la tête de la
torche
MISE EN GARDE
Ne pointez pas le jet de torche sur des corps étrangers.
MISE EN GARDE
MISE EN GARDE
Eviter l'éclairage inutile de l'arc pilote pour éviter une consommation excessive de l'électrode
et de la buse.
Pendant la coupe, la vitesse du mouvement de la torche doit être en accord avec l'épaisseur
de la pièce à couper. Une vitesse excessive provoque un retour d'incandescence vers la
torche ce qui raccourcit la durée de vie des parties de la torche les plus sujettes à l'usure.
L'encrassement métallique sur la buse doit être retiré dès que possible.
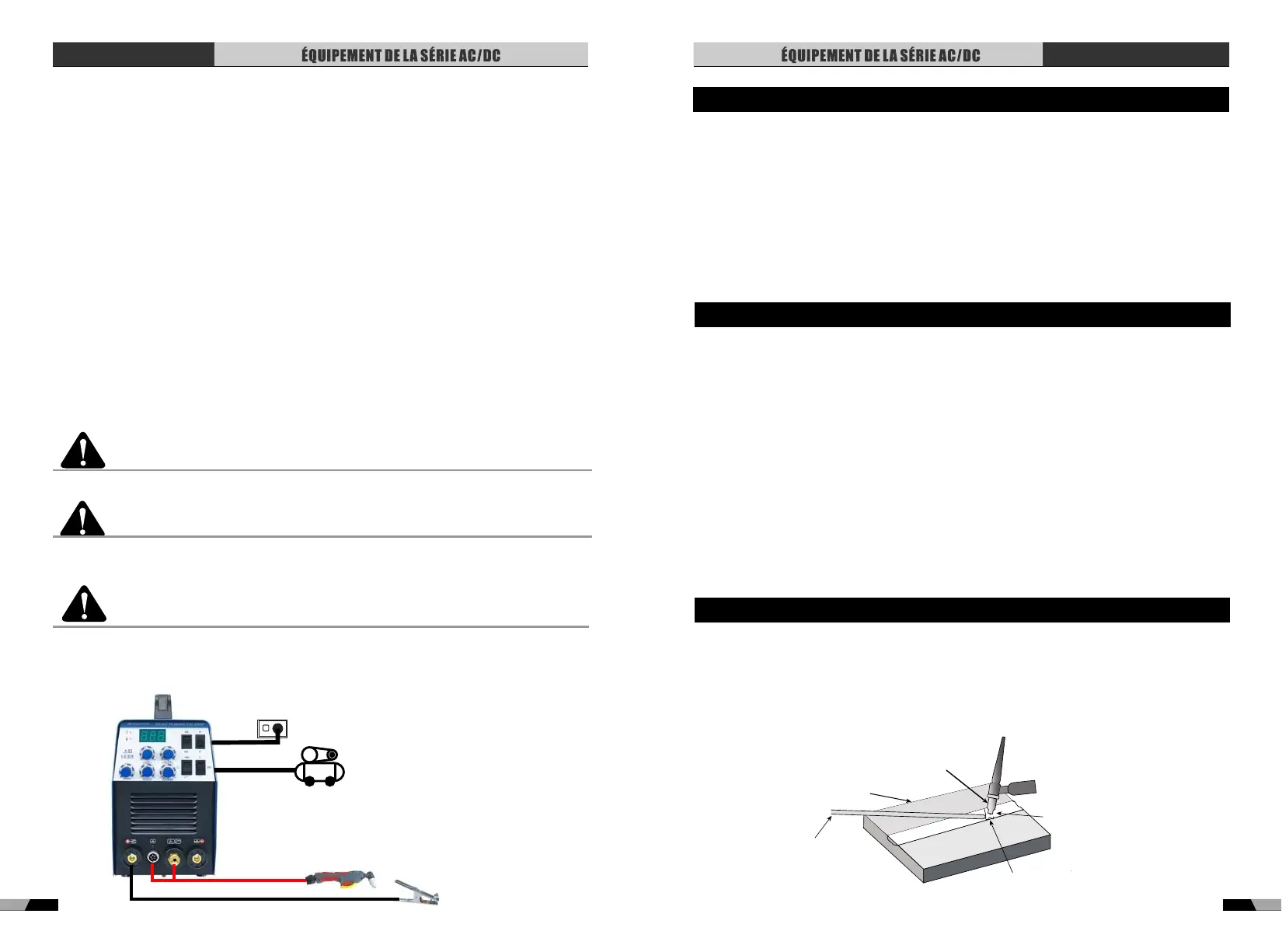
Source de courant
Compresseur
d'air
Chalumeau
à découper
Pince de terre
3.5 Environnement d'exploitation
◆ La hauteur au-dessus du niveau de la mer est inférieure à 1000m.
◆ Plage de température de fonctionnement: -10˚C ~ + 40˚C.
◆ L'humidité relative est inférieure à 90% (20 ° C).
◆ Positionnez de préférence la machine sous certains angles au-dessus du niveau du
sol, l'angle maximum ne doit pas dépasser 15˚.
◆ La teneur en poussière, acide, gaz corrosif dans l'air ambiant ou la substance ne peut
pas dépasser la norme normale.
◆ Veillez à ce qu'il y ait une ventilation suffisante pendant le soudage. Il y a au moins 30 cm
de liberté entre la machine et le mur.
3.6 Avis d'opération
◆ Lisez attentivement les instructions de sécurité et le chapitre 1 avant d'essayer
d'utiliser cet équipement.
◆ Connectez le fil de terre à la machine directement
◆ En cas de fermeture de l'interrupteur d'alimentation, une tension à vide peut être
exportée. Ne touchez pas la sortie d'électrode avec une partie de votre corps.
◆ Lorsque l'interrupteur d'alimentation s'éteint de manière protectrice en raison d'une
défaillance. Ne le redémarrez pas tant que le problème n'est pas résolu. Sinon,
l'étendue du problème sera étendue.
◆ Assurez une bonne ventilation de la machine pour améliorer le taux de service.
◆ Éteignez le moteur lorsque l'opération est terminée pour économiser la source
d'énergie.
◆ Avant l'opération, aucune personne concernée ne doit être laissée, Ne pas regarder
l'arc dans les yeux sans protégés.
4.1 Technique de soudage de base TIG
Tasse à gaz en céramique,
Métal à impact élevé ou à
refroidissement par eau
La pièce à travail peut être
n'importe quel métal commercial
Électrode de tungstène
non-consommable
Le soudage à l'arc au tungstène gazeux (GTAW) ou TIG (gaz inerte au tungstène) comme
il est communément appelé, est un procédé de soudage dans lequel la fusion est produite
et la pièce à travail. Le blindage est obtenu à partir d'un gaz de protection de soudage ou
d'un mélange de gaz de protection de type soudage qui est généralement à base d'argon.
Un métal d'apport peut également être ajouté manuellement dans certaines circonstances
en fonction de l'application de soudage
par un arc électrique qui est établi entre une seule électrode de tungstène (non-consommable)
Soudures faites
avec ou sans ajout
de métal d'apport
Prise d'essai de soudage TIG
Électrode blindée à gaz inerte
et flaque de soudure
Opération
Processus de soudage
112
113