0908
Summary
DC PULSE SERIES EQUIPMENT
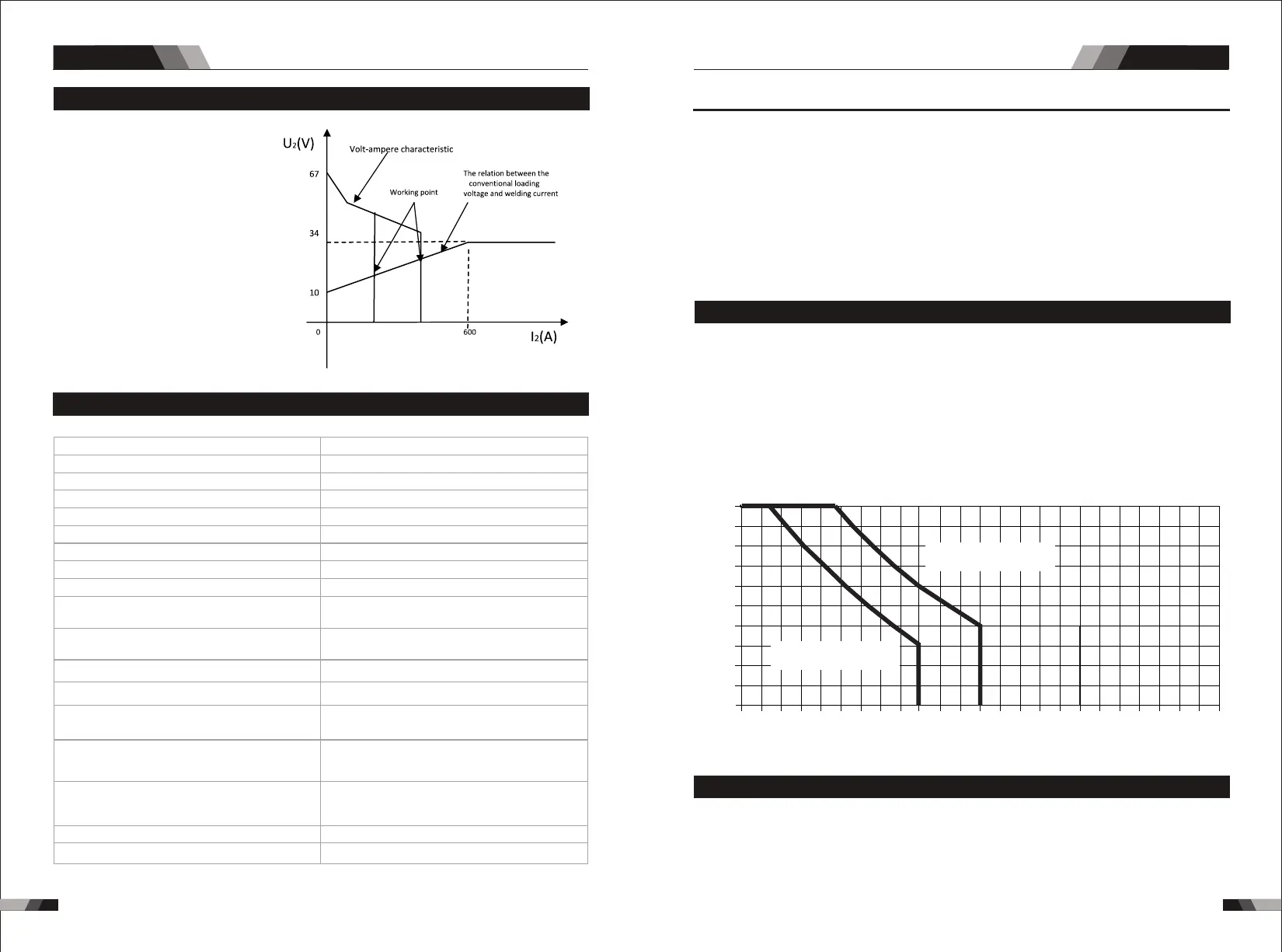
2.3 Volt- Ampere Characteristic
Tokyo2300 welding machine has an
excellent volt-ampere characteristic,
whose graph is shown as the following
fi gure. The relat ion b e t w e e n the
conventional rated loading voltage U
2
and the conventional welding current
I is as follows:
2
When I ≤600A, U =10+0.04I (V);
2 2 2
When I >600A,U =34(V).
2 2
2.4 Specifications
Description
Weight
Power Source Dimensions
Cooling
Welder Type
European Standards
Number of Phases
Nominal Supply Voltage
Nominal Supply Frequency
Welding Current Range
(DC STICK Mode)
Welding Current Range
(DC TIG Mode)
Single Phase Generator
Requirement
STICK (MMA)
Welding Output, 40ºC, 10 min.
TIG (GTAW)
Welding Output, 40ºC, 10 min.
Open circuit voltage
Protection Class
Maximum Input Current
Effective Input Current
SIWM DIGITAL Tokyo2300
10.9 kg
Fan Cooled
Inverter Power Source
EN 60974-1 / IEC 60974-1
1
230V +/- 15%
50/60Hz
10 - 170A
10 - 200A
16.8A
30.9A
15kVA
170A @30%, 26.8V
93A @ 100%, 23.7V
200A @ 40%,18V
126A @ 100%, 15V
74V DC
IP23
Summary
DC PULSE SERIES EQUIPMENT
Note 1: The Effective Input Current should be used for the determination of cable size &
supply requirements.
Note 2: Generator Requirements at the Maximum Output Duty Cycle.
Note 3: Motor start fuses or thermal circuit breakers are recommended for this application.
Check local requirements for your situation in this regard.
Due to variations that can occur in manufactured products, claimed performance, voltages,
ratings, all capacities, measurements, dimensions and weights quoted are approximate
only. Achievable capacities and ratings in use and operation will depend upon correct
installation, use, applications, maintenance and service.
2.5 Duty Cycle
The rated duty cycle of a Welding Power Source, is a statement of the time it may be
operated at its rated welding current output without exceeding the temperature limits of
th e insulation of the com ponen t parts. To explain the 10 minut e duty cycle pe riod the
following example is used. Suppose a Welding Power Source is designed to operate at
a 40% duty cycle, 200 amperes at 18 volts. This means that it has been designed and
built to provide the rated amperage (200A) for 4 minutes, i.e. arc welding time, out of
every 10 minute period (40% of 10 minutes is 4 minutes). During the other 6 minutes of
the 10 minute period the Welding Power Source must idle and be allowed to cool. The
thermal cut out will operate if the duty cycle is exceeded.
Duty Cycle(PERCENTAGE)
Welding Current(AMPS)
NOTE
◆2.5m Power cable
◆200 Amp electrode holder with 3m cabl .
◆200 Amp earth clamp with 3m cable
2.6 Packaged Items
◆4m TIG Torch WP26
◆3m Gas Hose
◆Operating Manual
H320mmxB160mmxT380mm
1 0 0 1 2 0 1 40 1 60 1 80 2 0 0 2 2 0
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
1 0 0
2 4 0 2 60 2 80 3 0 0 3 2 00
Sicherer Arbeitsvorgang
(TIG)
Safe Operating Region
(TIG)
Safe Operating Region
(STICK)