EN EN
1. TIPS FOR TIG WELDING
Welding current
(A)
Tungsten diameter
(mm)
Argon ux
(L/min)
5~15 0.5 3~7
10~65 1.0 4~8
55~120 1.6 6~9
85~150 2.0 6~10
120~200 2.4 7~10
200~320 3.2 10~15
320~400 4.0 12~20
400~640 4.8 15~25
2. STAINLESS STEEL (SUS304) WELDING PARAMETER:
Steel
thickness
(mm)
Tungsten
diameter
(mm)
Wire
diameter
(mm)
Welding
current
(A)
Argon
ux
(L/min)
Clearance
size (mm)
Clearance
form
0.6 1.0~1.6 0~1.0 15~30 4~5 1 a, b
1.0 1.0~1.6 0~1.6 25~30 4~7 1 a, b
1.5 1.0~1.6 0~1.6 50~70 6~9 1 b
2.5 1.6~2.4 1.6~2.4 65~95 6~9 1 b
3.0 1.6~2.4 1.6~2.4 90~120 7~10 1~2 b, c
4.0 2.4 1.6~2.4 110~150 10~15 2~3 c, d
5.0 2.4~3.2 2.4~3.2 120~180 10~15 2~3 c, d
6.0 2.4~3.2 2.4~3.2 150~200 10~15 3~4 c, d
8.0 3.2~4.0 3.2~4.0 160~220 12~18 4~5 d
12.0 3.2~4.0 3.2~4.0 180~240 12~18 6~8 d
88
ALL MODELS
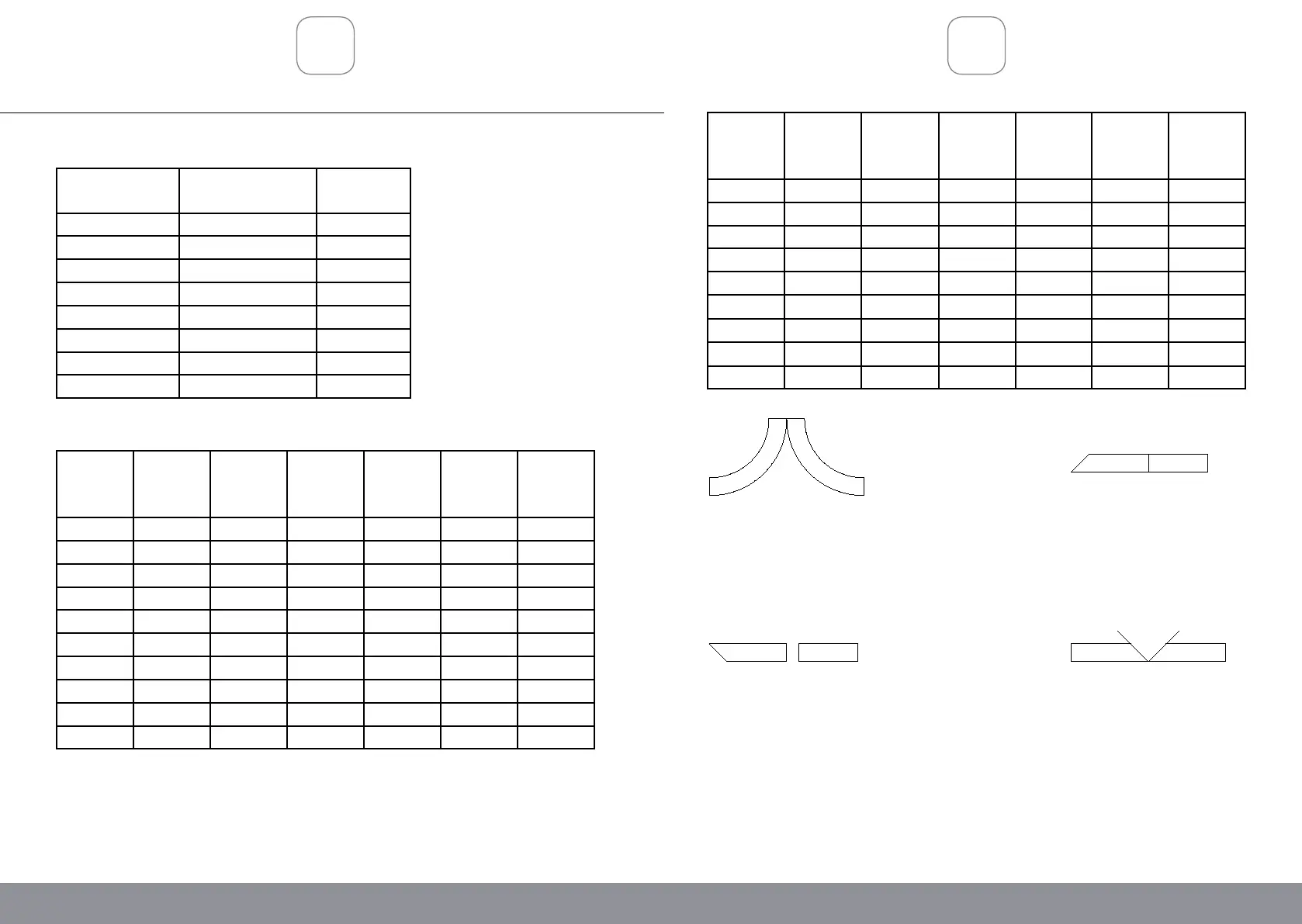
3. ALUMINUM WELDING PARAMETER
Aluminum
thickness
(mm)
Tungsten
diameter
(mm)
Wire
diameter
(mm)
Welding
current
(A)
Argon
ux
(L/min)
Clearance
size
(mm)
Clearance
form
0.6 1.0~1.6 0~1.0 25~40 4~5 1 a, b
1.0 1.0~1.6 0~1.6 40~60 4~7 1 a, b
1.5 1.0~1.6 0~1.6 60~90 6~9 1 b
2.5 1.6~2.4 1.6~2.4 80~120 6~9 1 b
3.0 1.6~2.4 1.6~2.4 100~160 7~10 1~2 b, c
4.0 2.4 1.6~2.4 130~200 10~15 2~3 c, d
5.0 2.4~3.2 2.4~3.2 150~250 10~15 2~3 c, d
6.0 2.4~3.2 2.4~3.2 200~280 10~15 3~4 c, d
8.0 3.2~4.0 3.2~4.0 200~300 12~18 4~5 d
89