FR FR
106
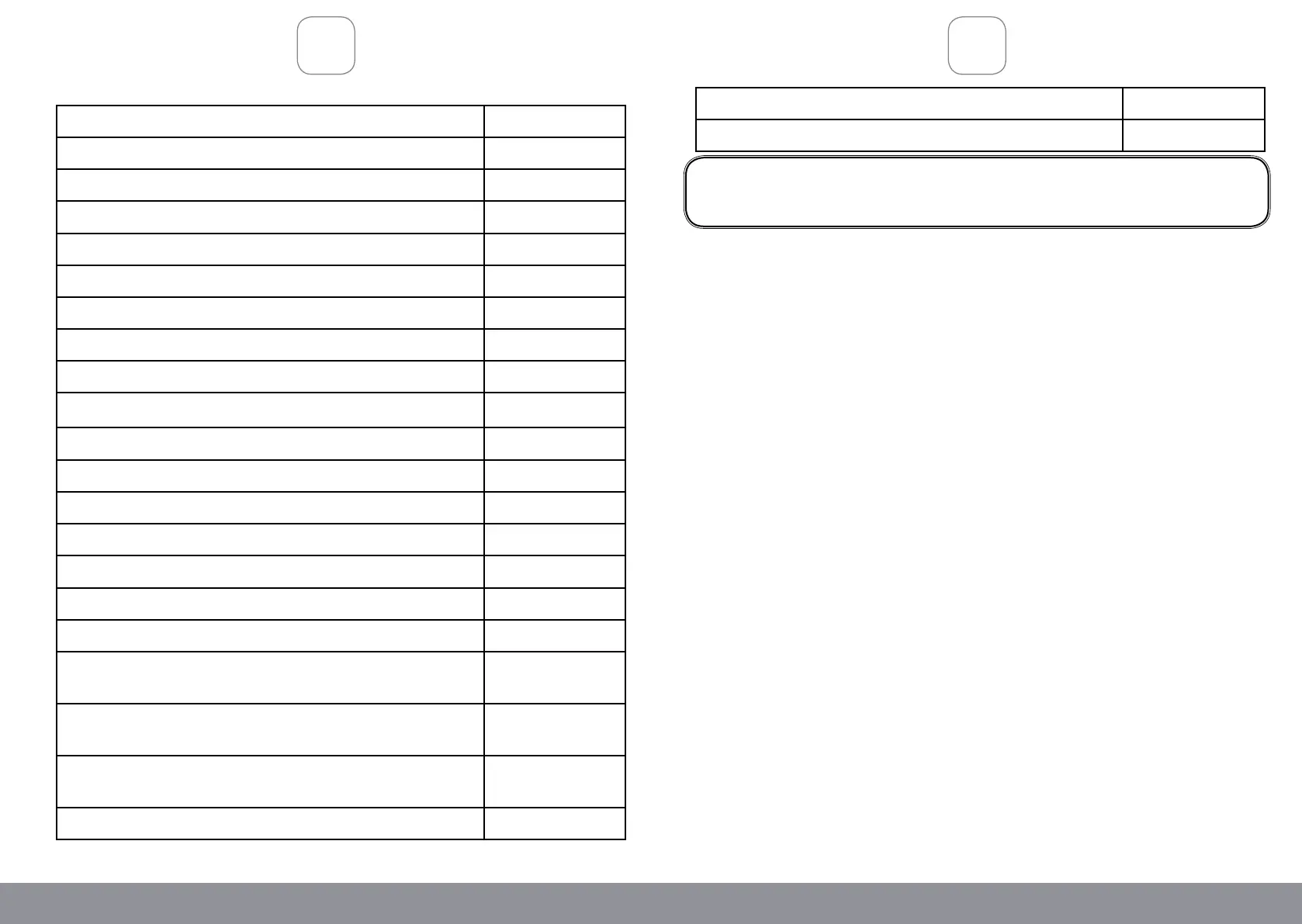
Position / Modèle ENTRIX 315
Tension nominale d´entrée (V) 3 ~ 400
Fréquence réseau (Hz) 50
Intensité nominale d´entrée (A) 11
Courant nominal d´entrée (KVA) 7
Intensité de soudure (A) TIG DC 20 - 315
Intensité de soudure (A) TIG AC 30 - 300
Intensité de soudure (A) MMA 30 - 315
Courant en circuit ouvert (V) 64
Fréquence d´impulsion (Hz)
0.2 ~ 500 (DC)
0.2 ~ 20(AC)
Rapport impulsion sous tension / impulsion en circuit ouvert (%) 1 ~ 99
Fréquence en courant alternatif (Hz) 20 - 150
Largeur d´impulsion pure AC (%) -40 ~ +40
Domaine d´impulsion pure AC (%)
-
Temps d´ascension et de baisse de courant (s) (Up-/Down slope) 1 - 15
Flux de gaz pré- opération (S) 1 - 99,9
Flux de gaz post- opération (S) 0 ~ 99.9
Cycle opératoire nominal (%) DC
35%@315A
80%@241A
100%@186A
Cycle opératoire nominal (%) AC
35%@300A
80%@229A
100%@177A
Cycle opératoire nominal (%) MMA
35%@315
80%@203A
100%@158A
(pour les conditions nominales)
≥0.85
CARACTÉRISTIQUES TECHNIQUES
SI VOUS SOUHAITEZ UTILISER CES APPAREILS A PLUS DE 150 AM-
PERES, UN REFROIDISSEMENT A L´EAU EST OBLIGATOIRE!
CYCLE OPÉRATOIRE
Le cycle opératoire fait partie des spécicités de l´appareil et dénit sur la base
de 10 min (=100%) le temps durant lequel l´appareil peut être utilisé sans risque de
surcharge.
DÉBALLAGE
Vériez que l´ensemble des accessoires sont bien fournis lors du déballage. Vous
devez avoir:
Le poste à souder, une torche TIG avec son cordon d´alimentation, un cable de masse
avec une pince crocodile, une torche MMA avec son cordon d´alimentation, un set de
pièces de rechange, les documents relatifs à l´appareil (certicats, mode d´emploi etc.)
Si l´un des éléments fait défaut ou est abîmé, veuillez contacter notre SAV (voir
coordonnées au dos de ce manuel) en leur fournissant les références exactes de
votre appareil, en particulier le numéro de série de celui-ci.
PREPARATION DU POSTE DE TRAVAIL
1. Un poste de travail adapté doit être stable, ouvert sous l´espace de travail. Les
projections produites pendant la découpe ou la soudure du métal doivent pouvoir
tomber directement sur le sol sans problèmes.
2. Le poste de travail doit permettre de xer la pièce d´ouvrage de manière stable,
an que ne se produise aucun glissement aléatoire ou incontrôlé pouvant conduire
à des accidents.
3. La surface et l´environnement du poste de travail doivent résister au feu. On
conseille de travailler au-dessus d´un sol bétonné. Les étincelles produites pendant
la découpe ou la soudure peuvent être projetées dans toutes les directions dans
un rayon de 3 mètres ou plus. Assurez-vous de la présence d´un extincteur dans
vos locaux.
107
Facteur d´efcacité 0.7 ~ 0.9
Classe de protection IP21S
 Loading...
Loading...




