.
26 © Weldclass 2019 | E.&O.E. | Edition 1.0 2019.05
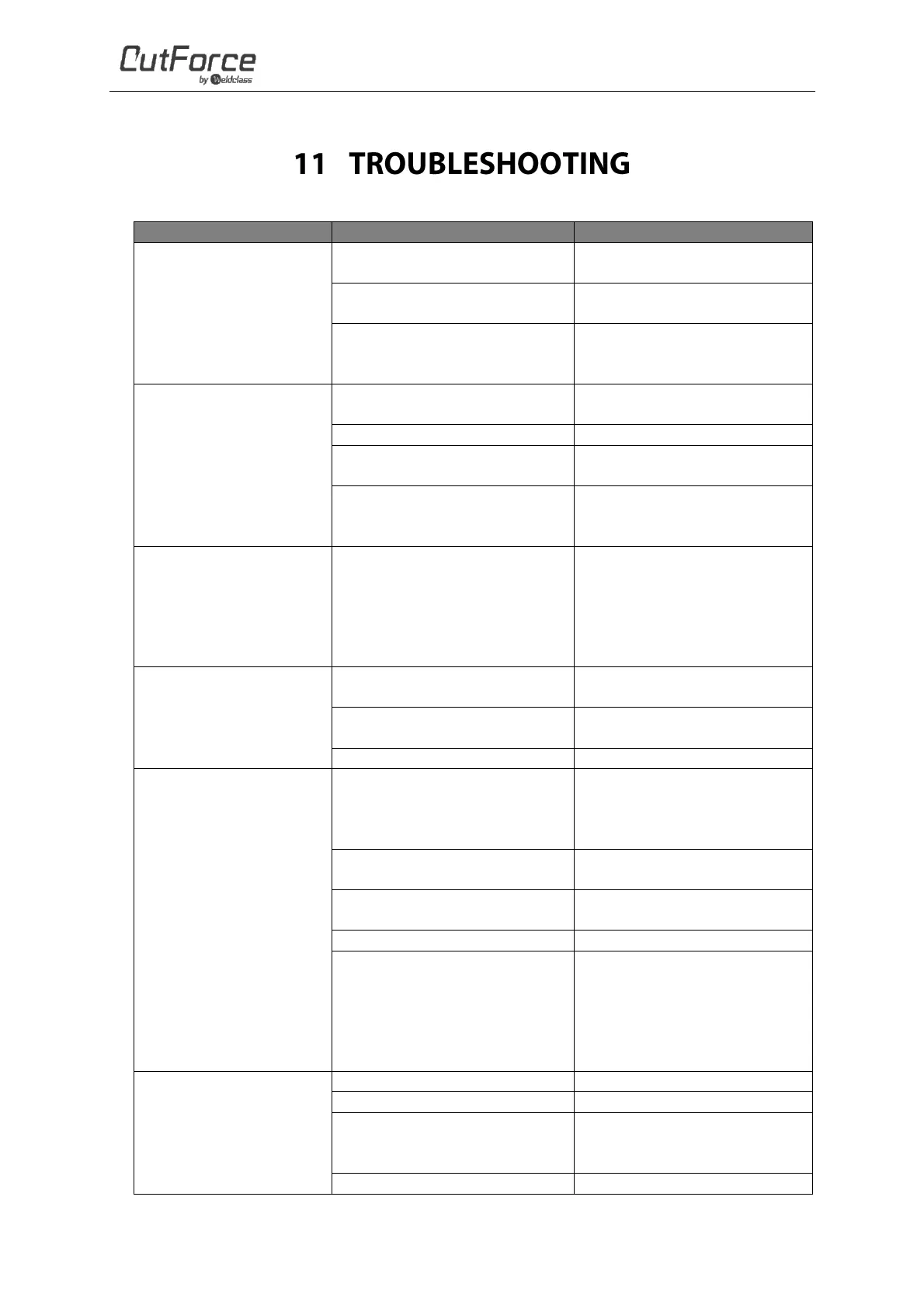
Torch will not come on/arc
Turn power switch to the ON
position
Air supply is not of sufficient
volume or pressure
Check air supply (60-80psi, at
least 3.5cfm required)
Attach earth clamp to work piece
or to steel table with work piece
securely clamped to table
Sparks are shooting upward
instead of down through
the material
Plasma torch is not piecing the
material
Increase amperage and/or reduce
speed
Torch may be too far away from
the material
The tip should be approximately
2mm above the material
Material may be too thick for
capacity of plasma
Several passes may be necessary
or find some other method to cut
the material
Beginning of cut not
completely pierced
Possible earth connection
problem
Check earth clamp is securely
connected to the bare material.
Check earth lead is securely
plugged into machine
Ensure earth lead is it good
condition.
Material building up heat
Allow material to cool then
continue cutting
Incorrect speed / technique
Refer to 7.7 - Reducing Dross for
Clean Cuts
Replace with new torch parts
Arc stops in middle of cut
Check air supply (60-80psi, at
least 3.5cfm required).
May have to wait for compressor
to build up pressure again.
Cutting speed is too slow
Increase cut speed until problem
solved
Tip to material distance is too high
Tip should be approximately
2mm off the material
Replace with new torch parts
Possible earth connection
problem
Check earth clamp is securely
connected to the bare material.
Check earth lead is securely
plugged into machine
Ensure earth lead is it good
condition.
Material may be too thick for
capacity of plasma
Several passes may be necessary
or find some other method to cut
the material
Replace with new torch parts