15
MOUNTING THE WORKPIECE BETWEEN SPINDLES (Fig. Q & R)
Spindle turning takes place between the centers of the lathe. It requires a spur center in the headstock and a live
center in the tailstock. Stock for spindles should be straight grained and free of cracks, knots, nails and other de-
fects. A cup center rather than a cone center in the tailstock will often reduce the risk of splitting the stock.
OPERATION - SPINDLE TURNING
WARNING: To prevent serious injury, make sure all the warnings and instructions have been read and
understood before operating this tool.
1. With a combination square, locate and mark the center on each end of the
workpiece. Accuracy is not critical on full rounds but is extremely important
on stock where square sections are to remain. Put a dimple in the stock with
an awl or nail (or use a spring-loaded automatic center punch).
NOTE: Extremely hard woods may require kerfs cut into the ends of the
stock using a band saw, so the wood will accept the spur center and the live
center.
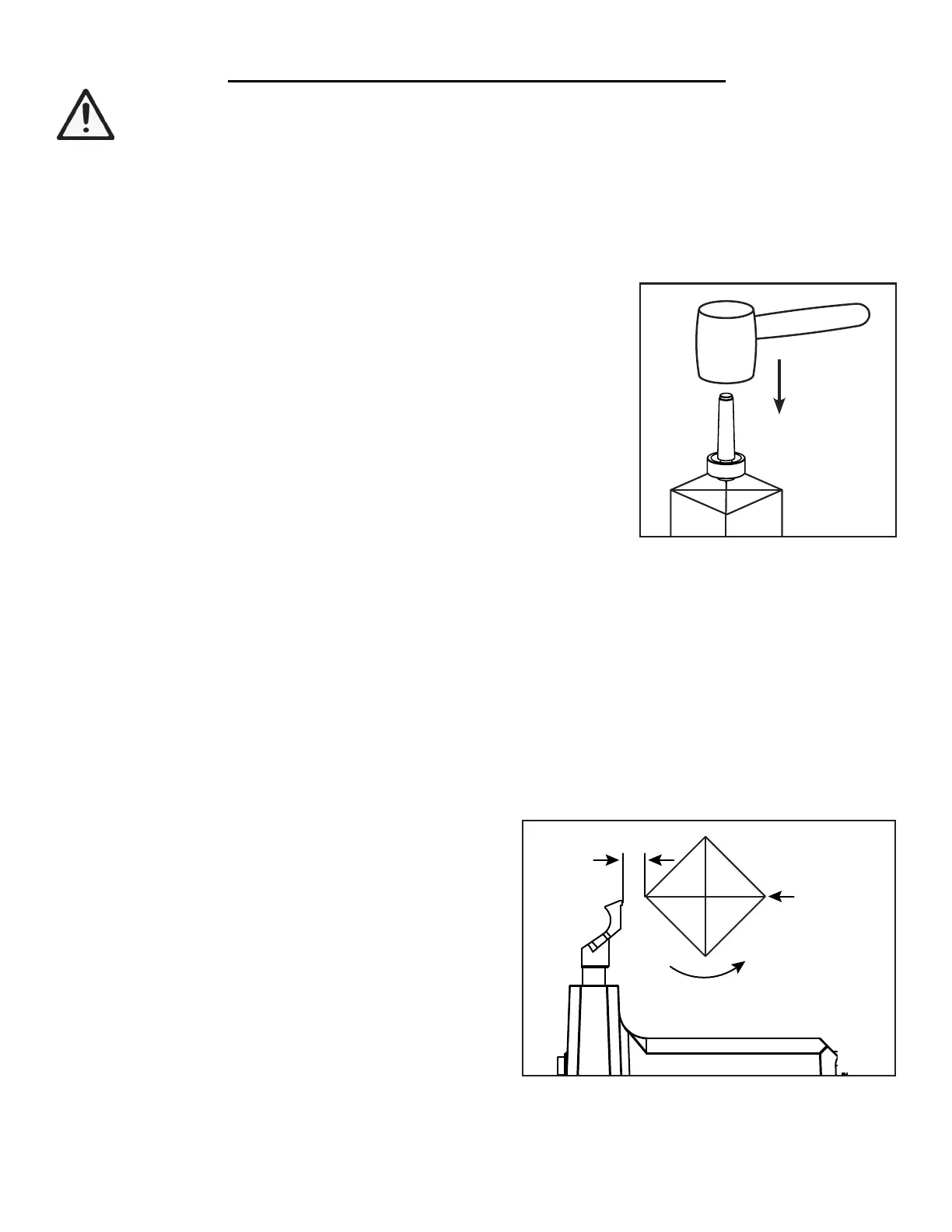
2. Drive the spur center about .1 inches (3 mm) into the workpiece (Fig. Q).
Use a wood mallet or dead blow hammer. Be careful that you do not split the
workpiece. NEVER use a steel face hammer and never drive the workpiece
onto the spur center while it is mounted on the spindle of the lathe.
Fig. Q
Fig. R
3. Clean the tapered end of the spur center and the inside of the headstock spindle. Insert the tapered end of
the spur center (with the attached workpiece) into the headstock spindle. Support the workpiece while loosening
the tailstock locking lever and bringing the tailstock into position. Tighten the tailstock locking lever to lock the
tailstock to the bed.
4. Advance the tailstock quill with the hand wheel in order to seat the live center into the workpiece. Use enough
pressure to secure the workpiece between the centers so that it won’t fly off, but do not use excessive pressure. Ex-
cessive pressure runs the risk of overheating the center bearings and damaging both the workpiece and the lathe.
Tighten the quill locking handle.
5. Adjust the position of the tool rest to be parallel to the
workpiece. The tool rest height should be just below the cen-
terline and approximately .1 to .2 inches (3 mm to 6 mm)
from the corners of the workpiece to be turned. Secure the
tool rest by tightening the tool rest locking handle and lock-
ing lever (Fig. R).
6. Before switching on the lathe, rotate the workpiece by
hand to check for proper clearance.
3-6mm
Centerline
Direction of Rotation
 Loading...
Loading...






