12
OPERATING INSTRUCTIONS
For a correct use of the electronic centrifugal casting machine MODULAR 4 proceed as follows:
1 The built-in water pump for closed circuit water cooling will automatically start the water circulation as the
machine is switched on.
2 Balance the centrifugal arm. Loosen the handwheel
which blocks the centrifugal arm. Balance is made
with the cold flask on before putting it in the furnace.
Move the counter weight to reach the balance using
the red signs as reference to each flask size. Block the
centrifugal arm.
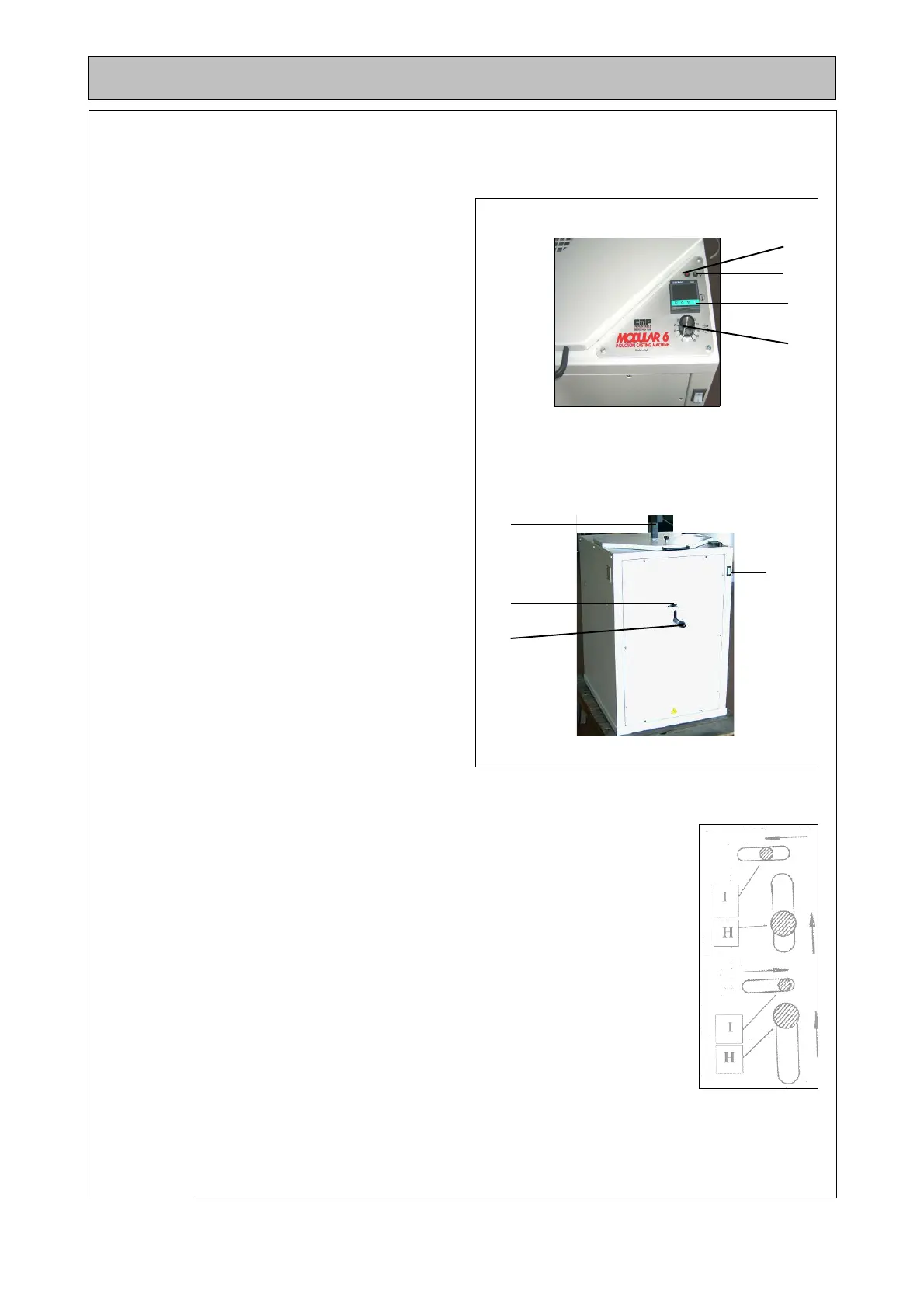
3 Turn main switch A.
4 Bring the potentiometer E on 0.
5 Remember that the power is cut off when the machine
cover is lifted and it will be reset when the cover is
lowered. With a graphite crucible such temporary
lack of power is acceptable, but not in the case of a
ceramic crucible for casting high temperature
precious alloys or chrome-cobalt-molybdenum. In
the latter case, the flask should be introduced before
starting metal heating. The slight temperature
decrease of the flask before casting will have no
negative influence on the casting results.
6 Never start heating power if the crucible with the
metal has not been placed in the induction coil lest
probable damages in the power generator.
7 Put the crucible with the necessary quantity of metal
in the crucible holding plate. Set the casting
temperature (SET-POINT) in the controller F
according to the type of alloy to be melted.
8 With the right hand seize the lever H (picture 7
phase A) and with the thumb push the lever I to the
left. With the left hand slide the crucible holding
carriage so that when raising the lever H with the
right hand, the reference pin, placed under the
crucible holding carriage will enter in the hole of the
coil support. When the lever H is up to end, push
lever I completely to the right (phase B).
9 Close the casting drum pulling the cover and give heating power with the
potentiometer E starting from 0. Check if the led C is illuminated (if led C is not
illuminated check if water circulation is missing or insufficient). The led D must be
ON.
10 Regulate heating power with the potentiometer E until the melting of the alloy is
reached.
11 When the metal is molten and ready to be cast, with the right hand seize lever H
(picture 8 phase C) and with the left hand bring lever I to the left in order to release
lever H. Lower lever H manually to the bottom (phase D). DO NOT DROP IT. Bring
lever I to the right to block lever H at the bottom. The spinning of the centrifugal arm
and disconnection of heating power will automatically take place. During spinning
the cover will be locked.
ATTENTION: WHILE SPINNING NEVER RAISE LEVER H.
A
B
PICTURE 7
D
C
F
E
A
L
I
H
PICTURE 6
MODULAR 6