PLC API
TS505536 Version: 1.3
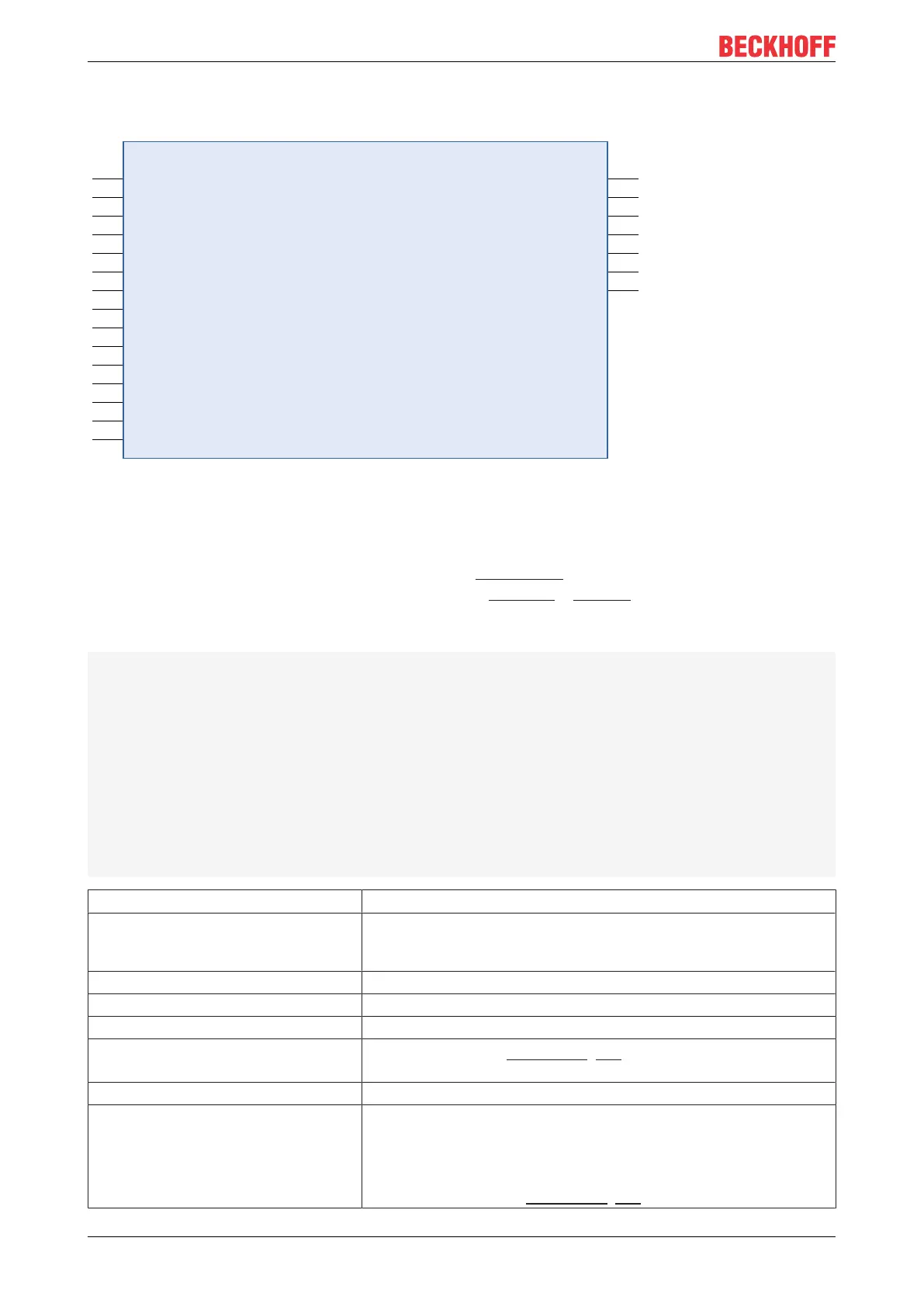
12.1.2 MC_GearInPos
MC_GearInPos
ExecuteBOOL
RatioNumeratorLREAL
RatioDenominatorUINT
MasterSyncPositionLREAL
SlaveSyncPositionLREAL
SyncModeST_SyncMode
MasterStartDistanceLREAL
VelocityLREAL
AccelerationLREAL
DecelerationLREAL
JerkLREAL
BufferModeMC_BufferMode
OptionsST_GearInPosOptions
↔
MasterReference To AXIS_REF
↔
SlaveReference To AXIS_REF
BOOLStartSync
BOOLInSync
BOOLBusy
BOOLActive
BOOLCommandAborted
BOOLError
UDINTErrorID
The function block MC_GearInPos synchronizes a slave axis precisely with a master axis (flying saw). The
synchronization velocity is achieved exactly at the synchronous position of the master and slave.
The master axis must already be moving, otherwise synchronization is not possible.
The slave axis can be uncoupled with the function block MC_GearOut. If the slave is decoupled while it is
moving, then it retains its velocity and can be halted using MC_Stop or MC_Halt.
Inputs
VAR_INPUT
Execute:BOOL;
RatioNumerator:LREAL;
RatioDenominator:UINT;
MasterSyncPosition:LREAL;
SlaveSyncPosition:LREAL;
SyncMode:ST_SyncMode;
MasterStartDistance:LREAL;
Velocity:LREAL;
Acceleration:LREAL;
Deceleration:LREAL;
Jerk:LREAL;
BufferMode:MC_BufferMode;
Options:ST_GearInPosOptions;
END_VAR
Execute The command is executed with a rising edge at Execute input.
RatioNumerator Gear ratio numerator.
Alternatively, the gear ratio can be specified as a floating point
value, if the denominator is 1.
RatioDenominator Gear ratio denominator
MasterSyncPosition The master's synchronous position
SlaveSyncPosition The slave's synchronous position
SyncMode
In the data structure SyncMode [}41] boundary conditions for the
synchronization process are specified via individual flags.
MasterStartDistance Currently not implemented
Velocity Maximum slave velocity in the synchronization phase. If a velocity is
not specified, the maximum velocity of the axis from the System
Manager data is used.
The velocity given here is only checked if this checking is
activated through the SyncMode [}41] variable.