22
Zum Zünden des Lichtbogens den Brennertaster
gedrückt halten: Der Strom steigt konstant an. Löst man
den Taster, steigt der Strom unverzüglich auf den Wert
des Schweißstroms an (LED X). Zum Beenden des
Schweißvorgangs den Brennertaster gedrückt halten: Der
Strom nimmt konstant ab. Löst man den Brennertaster,
sinkt der Strom augenblicklich auf Null.
L - LED Punktschweißen (Handbetrieb).
Nach Wahl des Schweißstroms (LED X) und der
Punktschweißzeit (LED T) mit Wahltaster R die Werte mit
Regler O einstellen.
Dieses Schweißverfahren ist nur bei Wahl der
Hochfrequenz-Zündung möglich (LED D leuchtet). Drückt
man bei diesem Schweißverfahren den Brennertaster, ent-
zündet sich der Lichtbogen und erlischt nach Ablauf der
eingestellten Punktschweißzeit automatisch wieder. Für die
Ausführung der nächsten Punktschweißung muss man
den Brennertaster loslassen und dann erneut drücken.
M - LED - THERMISCHER SCHUTZ
Diese LED leuchtet auf, wenn der Schweißer die
zulässige Einschaltdauer oder die zulässige Dauer des
Aussetzbetriebs für die Maschine überschreitet; zugleich
wird die Stromabgabe gesperrt.
HINWEIS: In diesem Zustand kühlt der Lüfter weiterhin
die Stromquelle.
O - Regler
Er dient normalerweise zum Einstellen des
Schweißstroms.
Außerdem dient der Regler bei Wahl einer Funktion mit
Wahltaster R zum Einstellen der entsprechenden Größe.
P - Display
Es zeigt den Schweißstrom und die mit dem
Wahltaster R gewählten und mit Regler O ein-
gestellten Werte an. Im Falle der Verriegelung der
Maschine (siehe 2.3.2) zeigt es Folgendes an:
Drei blinkende oder ständig leuchtende Punkte.
Die Kürzel E1 E2 E3 E4
Das Kürzel H20
N - Display
Normalerweise zeigt es die Lichtbogen-
spannung beim aktuellen Schweißprozess an.
Bei der Einstellung der Funktionsweise des
Kühlaggregats zeigt es dessen Zustand an.
Q - WAHLSCHALTER
Wahl und Speicherung der Programme.
Die Schweißmaschine kann neun Programme (P01
bis P09) abspeichern, die mit diesem Drucktaster aufge-
rufen werden können. Außerdem ist ein Arbeitsprogramm
PL verfügbar.
Wahl
Betätigt man diesen Drucktaster kurz, zeigt das Display P
die Nummer des Programms an, das auf das Programm
folgt, mit dem gerade gearbeitet wird. Wenn dieses
Programm nicht gespeichert wurde, blinkt die Anzeige;
andernfalls ist die Anzeige permanent.
Speicherung
Drückt man nach Wahl des Programms den Drucktaster
für mehr als 3 Sekunden, werden die Daten gespeichert.
Zur Bestätigung hört die Anzeige der Programmnummer
auf dem Display P auf zu blinken.
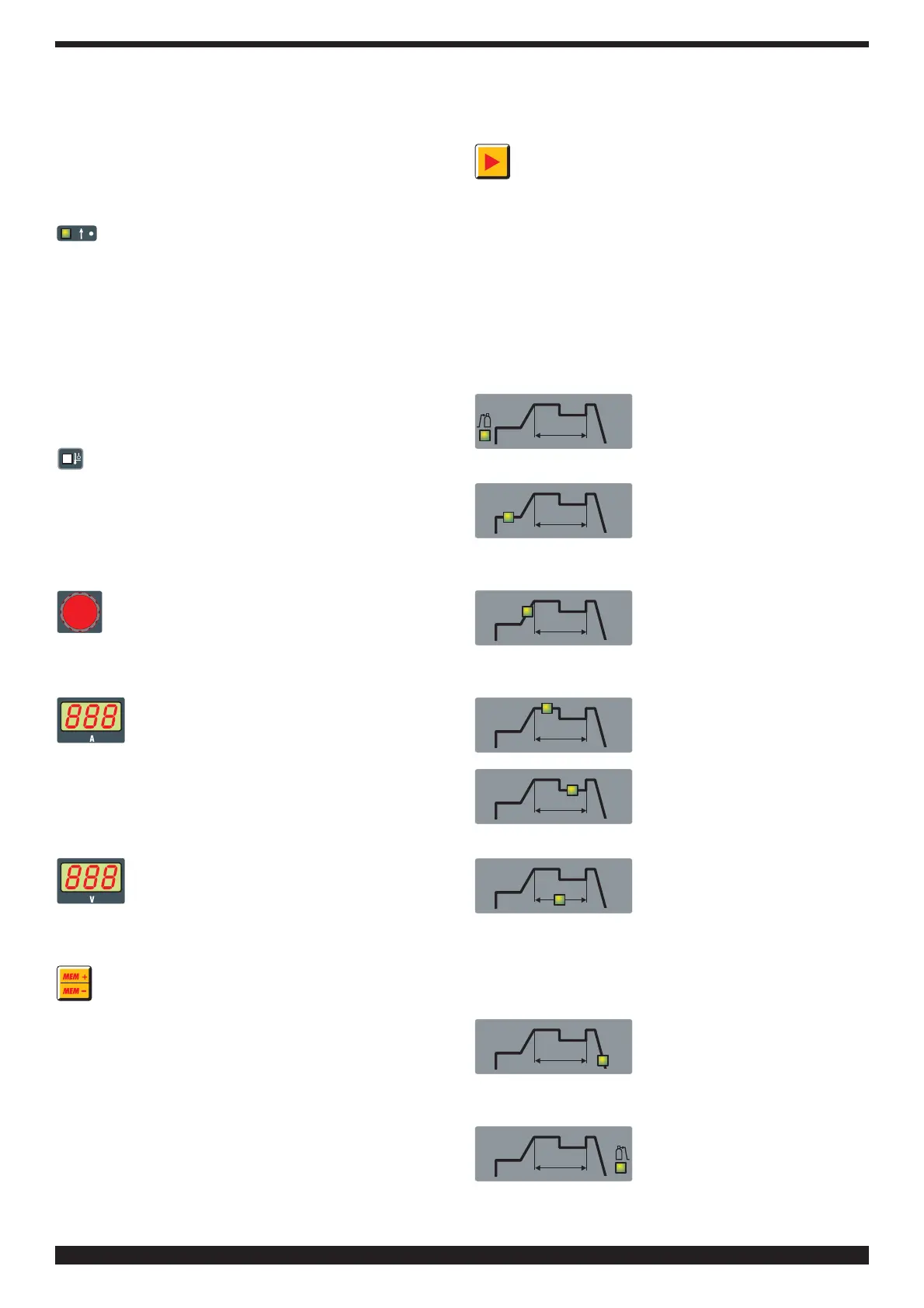
R - WAHLSCHALTER
Drückt man diesen Drucktaster, leuchten nachei-
nander folgende LEDs auf:
Achtung: es leuchten nur die dem gewählten
Schweißprozeß entsprechenden LEDs auf; beim WIG-
Konstantstromschweißen leuchtet zum Beispiel nicht die
LED T auf, welche die Impulsfrequenz repräsentiert.
Die einzelnen LEDs zeigen den Parameter an, der mit
dem Regler O innerhalb des Zeitraums, in dem die LED
leuchtet, eingestellt werden kann. 5 Sekunden nach der
letzten Änderung erlischt die betreffende LED und es wird
der Hauptschweißstrom angezeigt; außerdem leuchtet
die zugehörige LED X auf.
AO - LED Gasvorströmzeit
(Pre-gas)
Einstellbereich: 0,05 - 2,5
Sekunden. Dauer des Gas- aus-
tritts vor Beginn der Schweißung.
AP - LED Strom bei Schweiß-
beginn.
Strom bei Schweißbeginn. Dies
ist ein Prozentwert des
Schweißstroms (LED X).
S - LED Slope up.
Dies ist das Zeitintervall, indem
der Strom ausgehend vom
Mindestwert den eingestellten
Schweißstromwert erreicht. (0 - 10 s)
X - LED Hauptschweißstrom.
W - LED Zweite Schweiß-
stromstufe oder Grundstrom.
Dieser Strom ist stets ein
Prozentsatz des Hauptstroms.
T - LED Impulsfrequenz (0,16 -
550 Hz).
Impulszeit und Grundzeit sind
gleich.
Bei Wahl der Punktschweißung (LED L) signalisiert das
Aufleuchten dieser LED, dass das Display H die
Punktschweißzeit anzeigt, die mit dem Regler O in einem
Bereich von 0,1 bis 3 Sekunden eingestellt werden kann.
U - LED Slope down.
Dies ist das Zeitintervall, in dem
der Strom den Mindestwert
erreicht und der Lichtbogen
gelöscht wird (0 - 10 s).
V - LED Post gas.
Zum Einstellen der Dauer des
Gasaustritts nach Abschluß der
Schweißung. (0 - 30 s)